Andera
Mechanical
- Jan 21, 2019
- 58
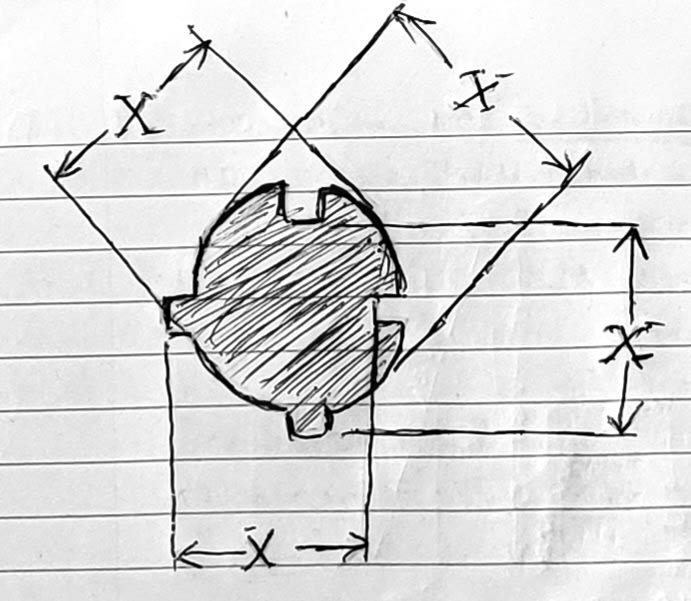
What would be the best explanation, in the layman terms if possible, on why circularity CANNOT be measured and qualified (per Y14.5’s definition) with a caliper or micrometer.
I was trying to convince and influence people that measuring the local sizes (taking consecutive measurements) and calculate their differences IS NOT circularity, but I failed to prevail on.
I am looking for more ammunition.
I was trying to convince and influence people that measuring the local sizes (taking consecutive measurements) and calculate their differences IS NOT circularity, but I failed to prevail on.
I am looking for more ammunition.