SeizeTheMoment:
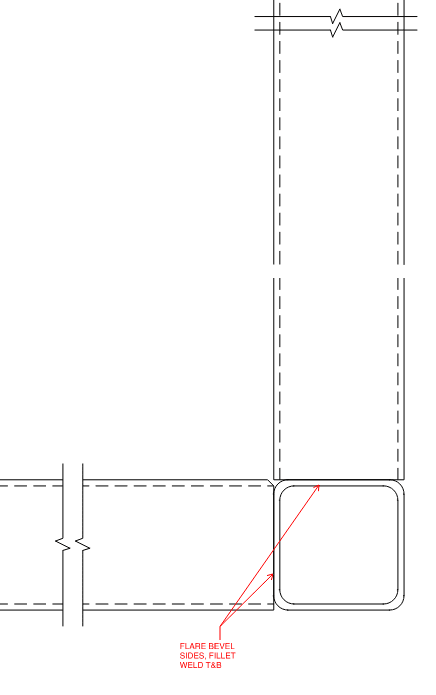
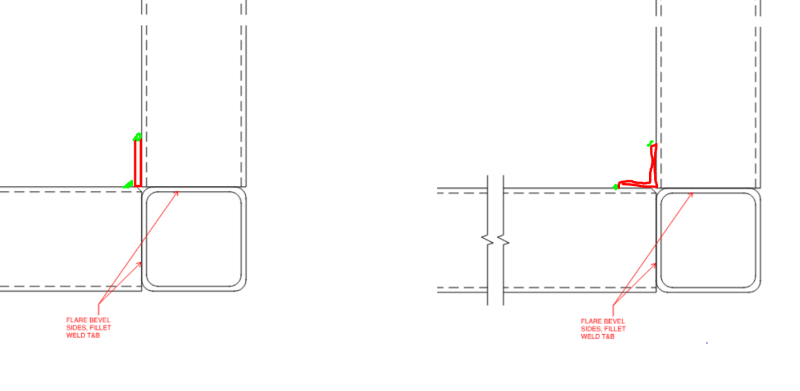
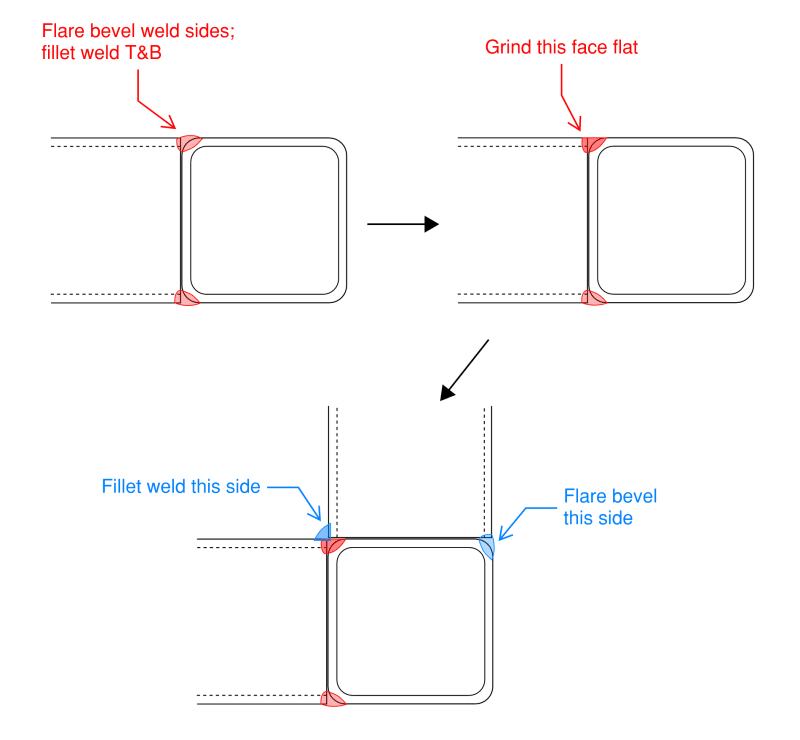
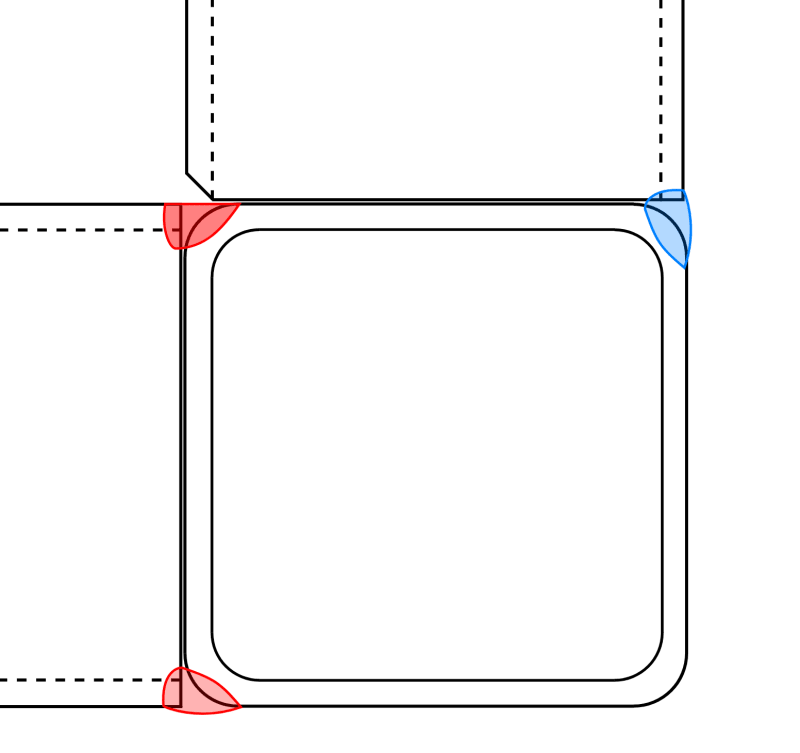
Measure the outside corner radius on your tubes, it should be about 3/8" +. Draw that joint to scale and see how it really looks and fits up. That leaves an 1/8" + gap at the root for a 1/4" wall thk., not the tight fit your sketch shows, so you probably do need some sort of a backer bar or rod. Do some reading and study on how flare bevel welds are made and how their weld throat is measured, they are not a CJP weld, nor are they a fillet. Also, their root area is usually pretty crappy in terms of weld fusion, penetration, accessibility, etc., you just can’t reach all the way into the root, so the throat dimension is usually discounted for this. The throat is measured from the flat face of the weld, into the sound weld metal near the root, less some code spec’ed. reduction. We used to tack the two members together, then use a compatible piece of welding wire, and lightly drive it into the root area with a flat nosed chisel to provide a sound/solid root area to weld on. Your detail is almost half right. Why not bevel the inside face of the N-S beam also? Then, you will have a legitimate groove to weld full. You run a small first pass to the root on each beam, and then fill the groove. That should give you a good quality weld on that inside corner. But, the throat &/or the weld area to the column, which may be smaller, is still shared by the shears on the two beams in your design.