MIANCH
Chemical
- Aug 8, 2002
- 162
Dears
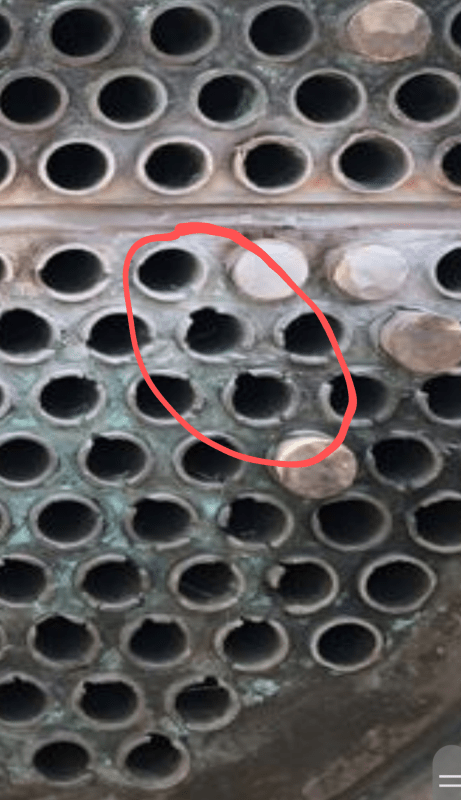
we replaced ADU overhead condenser with new one and tubes failed in four month of operation, shell side is overhead vapors and cooling media is seawater. for detail please see attached pH / Chloride analysis since January 2023. Tube material is SB-111-UNS C70600. There is not only tubes corroded but tube sheet also develop leak. tube sheet material is SB-111-UNS- C46400. Can someone can explain the rapid exchanger failure and its mitigations.
Thanks
we replaced ADU overhead condenser with new one and tubes failed in four month of operation, shell side is overhead vapors and cooling media is seawater. for detail please see attached pH / Chloride analysis since January 2023. Tube material is SB-111-UNS C70600. There is not only tubes corroded but tube sheet also develop leak. tube sheet material is SB-111-UNS- C46400. Can someone can explain the rapid exchanger failure and its mitigations.
Thanks