FPPE
Mechanical
- Mar 4, 2022
- 170
Dears,
We did the calculation of a tubesheet extended as a flange to the outside diameter of the mating flanges of shell and channel.
Now, considering the tubesheet not extended we obtain higher bending stress. How is this possible?
The hinge point is the gasket reaction diameter (that is the same of the extended configuration)and the flanged extension has no bolts load.
Please explain in accordance with UHX, I cannot find a reason for this.
One of the possible solutions (in order to satisfy all checks required by the Code) is to consider the weld overlay thickness in design calc (Inconel 625), with thicknesses as follow:
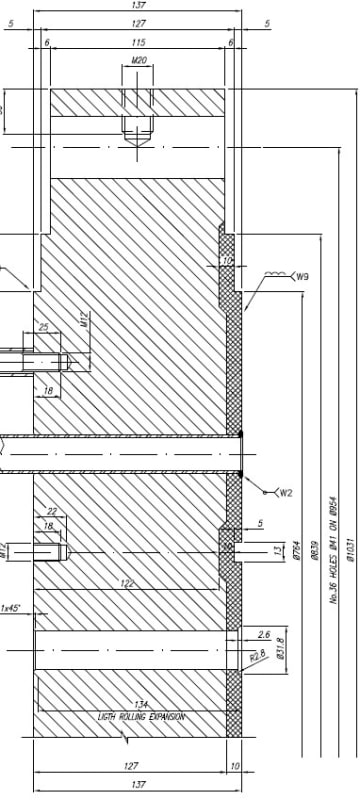
In this case I have considered 122 mm as tubesheet thickness (excluding W.O. thickness in the minimum thickness at center of tubesheet). Base material is SA 765 Gr. II. According to UCL-23 (c) and UCL-11 could I consider the cladding thickness (if it is a weld overlay)?
UCL-23:
"(c) Base Material with Corrosion Resistant Integral or
Weld Metal Overlay Cladding With Credit for Cladding
Thickness. When the base material with corrosion resistant
integral cladding conforms to one of the specifications
listed in UCL-11(a), or consists of an acceptable
base material with corrosion resistant weld metal overlay
and the joints are completed by depositing corrosion resisting
weld metal over the weld in the base material to
restore the cladding [N.D.R.: in what sense "to restore the cladding"? We have done a weld overlay on a new forging in SA 765 Gr. II], the design calculations may be based
on a thickness equal to the nominal thickness of the base
material plus Sc/Sb times the nominal thickness of the
cladding after any allowance provided for corrosion has
been deducted, where
Sb = maximum allowable stress value for the base material
at the design temperature
Sc = maximum allowable stress value for the integral
cladding at the design temperature, or for corrosion
resistant weld metal overlay cladding, that of the
wrought material whose chemistry most closely approximates
that of the cladding, at the design
temperature
Where Sc is greater than Sb , the multiplier Sc/Sb shall
be taken equal to unity. The maximum allowable stress
value shall be that given for the base material referenced
in Table UCS-23, UF-6, or UHT-23 and listed in Section II,
Part D, Subpart 1, Table 1A. Vessels in which the cladding
is included in the computation of required thickness shall
not be constructed for internal pressure under the provisions
of Table UW-12, column (c).
The thickness of the corrosion resistant weld metal
overlay cladding deposited by manual processes shall
be verified by electrical or mechanical means. One examination
shall be made for every head, shell course, or any
other pressure-retaining component for each welding
process used. The location of examinations shall be chosen
by the Inspector except that, when the Inspector
has been duly notified in advance and cannot be present
or otherwise make the selection, the fabricator may exercise
his own judgment in selecting the locations."
UCL-11:
"(a) Clad material used in constructions in which the design
calculations are based on the total thickness including
cladding [see UCL-23(c)] shall conform to one of the
following specifications:
(1) SA-263, Stainless Chromium Steel‐Clad Plate
(2) SA-264, Stainless Chromium–Nickel Steel‐Clad
Plate
(3) SA-265, Nickel and Nickel‐Base Alloy‐Clad Steel
Plate [N.D.R.: I think that these specifications are not applicable to our weld overlay in Inconel 625 because these covers plate]
In addition to the above, weld metal overlay cladding
may be used as defined in this Part.
(b) Base material with corrosion resistant integral or
weld metal overlay cladding used in constructions in
which the design calculations are based on the base material
thickness, exclusive of the thickness of the cladding
material, may consist of any base material satisfying the
requirements of UCL-10 and any metallic corrosion resistant
integral or weld metal overlay cladding material of
weldable quality that in the judgment of the user is suitable
for the intended service.
(c) Base material with corrosion resistant integral cladding
in which any part of the cladding is included in the
design calculations, as permitted in UCL-23(c), shall show
a minimum shear strength of 20,000 psi (140 MPa) when
tested in the manner described in the clad plate specification.
One shear test shall be made on each such clad plate
as rolled, and the results shall be reported on the material
test report.
When the composite thickness of the clad material is
3/4 in. (19 mm) or less, and/or when the cladding metal
thickness is nominally 0.075 in. (1.9 mm) or less, the
“Bond Strength” test, as described in SA-263, SA-264, or
SA-265, may be used in lieu of the bond “Shear Strength”
test to fulfill the criteria for acceptable minimum shear
strength, except that the bend test specimen shall be
11/2 in. (38 mm) wide by not more than 3/4 in. (19 mm)
in thickness and shall be bent, at room temperature,
through an angle of 180 deg to the bend diameter provided
for in the material specifications applicable to the
backing metal. The results of the “Bond Strength” test
shall be reported on the material test report.
(d) A shear or bond strength test is not required for
weld metal overlay cladding.
(e) When any part of the cladding thickness is specified
as an allowance for corrosion, such added thickness shall
be removed before mill tension tests are made. When corrosion
of the cladding is not expected, no part of the cladding
need be removed before testing, even though excess
thickness seems to have been provided or is available as
corrosion allowance.
(f) Base material with corrosion-resistant integral
cladding in which any part of the cladding is included in
the design calculations, as permitted in UCL-23(c), that
is constructed of multiple cladding plates welded together
prior to being bonded to the base material shall have the
cladding-alloy-to-cladding-alloy welding that is performed
prior to bonding to the base material
(1) performed by a Manufacturer holding a Certificate
of Authorization.
(2) radiographically examined for its full length in
the manner prescribed in UW-51. In place of radiographic
examination, welds may be ultrasonically examined for
their full length (see UW-53).
(3) be supplied with a Partial Data Report if that
welding is not performed by the vessel Manufacturer."
At design temperature Sc is higher than Sb, so Sc/Sb=1. Can I consider 137 mm as thickness? Considering all the attached paragraph, is it possible to consider the weld overlay thickness ad resistant thickness?
Why, considering the higher value of "A" as specified in Figure UHX-12, we obtain lower bending stress? Why the tubesheet portion out of the external gasket diameter contributes to tubesheet strength?
Thanks in advance
We did the calculation of a tubesheet extended as a flange to the outside diameter of the mating flanges of shell and channel.
Now, considering the tubesheet not extended we obtain higher bending stress. How is this possible?
The hinge point is the gasket reaction diameter (that is the same of the extended configuration)and the flanged extension has no bolts load.
Please explain in accordance with UHX, I cannot find a reason for this.
One of the possible solutions (in order to satisfy all checks required by the Code) is to consider the weld overlay thickness in design calc (Inconel 625), with thicknesses as follow:
In this case I have considered 122 mm as tubesheet thickness (excluding W.O. thickness in the minimum thickness at center of tubesheet). Base material is SA 765 Gr. II. According to UCL-23 (c) and UCL-11 could I consider the cladding thickness (if it is a weld overlay)?
UCL-23:
"(c) Base Material with Corrosion Resistant Integral or
Weld Metal Overlay Cladding With Credit for Cladding
Thickness. When the base material with corrosion resistant
integral cladding conforms to one of the specifications
listed in UCL-11(a), or consists of an acceptable
base material with corrosion resistant weld metal overlay
and the joints are completed by depositing corrosion resisting
weld metal over the weld in the base material to
restore the cladding [N.D.R.: in what sense "to restore the cladding"? We have done a weld overlay on a new forging in SA 765 Gr. II], the design calculations may be based
on a thickness equal to the nominal thickness of the base
material plus Sc/Sb times the nominal thickness of the
cladding after any allowance provided for corrosion has
been deducted, where
Sb = maximum allowable stress value for the base material
at the design temperature
Sc = maximum allowable stress value for the integral
cladding at the design temperature, or for corrosion
resistant weld metal overlay cladding, that of the
wrought material whose chemistry most closely approximates
that of the cladding, at the design
temperature
Where Sc is greater than Sb , the multiplier Sc/Sb shall
be taken equal to unity. The maximum allowable stress
value shall be that given for the base material referenced
in Table UCS-23, UF-6, or UHT-23 and listed in Section II,
Part D, Subpart 1, Table 1A. Vessels in which the cladding
is included in the computation of required thickness shall
not be constructed for internal pressure under the provisions
of Table UW-12, column (c).
The thickness of the corrosion resistant weld metal
overlay cladding deposited by manual processes shall
be verified by electrical or mechanical means. One examination
shall be made for every head, shell course, or any
other pressure-retaining component for each welding
process used. The location of examinations shall be chosen
by the Inspector except that, when the Inspector
has been duly notified in advance and cannot be present
or otherwise make the selection, the fabricator may exercise
his own judgment in selecting the locations."
UCL-11:
"(a) Clad material used in constructions in which the design
calculations are based on the total thickness including
cladding [see UCL-23(c)] shall conform to one of the
following specifications:
(1) SA-263, Stainless Chromium Steel‐Clad Plate
(2) SA-264, Stainless Chromium–Nickel Steel‐Clad
Plate
(3) SA-265, Nickel and Nickel‐Base Alloy‐Clad Steel
Plate [N.D.R.: I think that these specifications are not applicable to our weld overlay in Inconel 625 because these covers plate]
In addition to the above, weld metal overlay cladding
may be used as defined in this Part.
(b) Base material with corrosion resistant integral or
weld metal overlay cladding used in constructions in
which the design calculations are based on the base material
thickness, exclusive of the thickness of the cladding
material, may consist of any base material satisfying the
requirements of UCL-10 and any metallic corrosion resistant
integral or weld metal overlay cladding material of
weldable quality that in the judgment of the user is suitable
for the intended service.
(c) Base material with corrosion resistant integral cladding
in which any part of the cladding is included in the
design calculations, as permitted in UCL-23(c), shall show
a minimum shear strength of 20,000 psi (140 MPa) when
tested in the manner described in the clad plate specification.
One shear test shall be made on each such clad plate
as rolled, and the results shall be reported on the material
test report.
When the composite thickness of the clad material is
3/4 in. (19 mm) or less, and/or when the cladding metal
thickness is nominally 0.075 in. (1.9 mm) or less, the
“Bond Strength” test, as described in SA-263, SA-264, or
SA-265, may be used in lieu of the bond “Shear Strength”
test to fulfill the criteria for acceptable minimum shear
strength, except that the bend test specimen shall be
11/2 in. (38 mm) wide by not more than 3/4 in. (19 mm)
in thickness and shall be bent, at room temperature,
through an angle of 180 deg to the bend diameter provided
for in the material specifications applicable to the
backing metal. The results of the “Bond Strength” test
shall be reported on the material test report.
(d) A shear or bond strength test is not required for
weld metal overlay cladding.
(e) When any part of the cladding thickness is specified
as an allowance for corrosion, such added thickness shall
be removed before mill tension tests are made. When corrosion
of the cladding is not expected, no part of the cladding
need be removed before testing, even though excess
thickness seems to have been provided or is available as
corrosion allowance.
(f) Base material with corrosion-resistant integral
cladding in which any part of the cladding is included in
the design calculations, as permitted in UCL-23(c), that
is constructed of multiple cladding plates welded together
prior to being bonded to the base material shall have the
cladding-alloy-to-cladding-alloy welding that is performed
prior to bonding to the base material
(1) performed by a Manufacturer holding a Certificate
of Authorization.
(2) radiographically examined for its full length in
the manner prescribed in UW-51. In place of radiographic
examination, welds may be ultrasonically examined for
their full length (see UW-53).
(3) be supplied with a Partial Data Report if that
welding is not performed by the vessel Manufacturer."
At design temperature Sc is higher than Sb, so Sc/Sb=1. Can I consider 137 mm as thickness? Considering all the attached paragraph, is it possible to consider the weld overlay thickness ad resistant thickness?
Why, considering the higher value of "A" as specified in Figure UHX-12, we obtain lower bending stress? Why the tubesheet portion out of the external gasket diameter contributes to tubesheet strength?
Thanks in advance