cmart
Industrial
- Jul 10, 2023
- 4
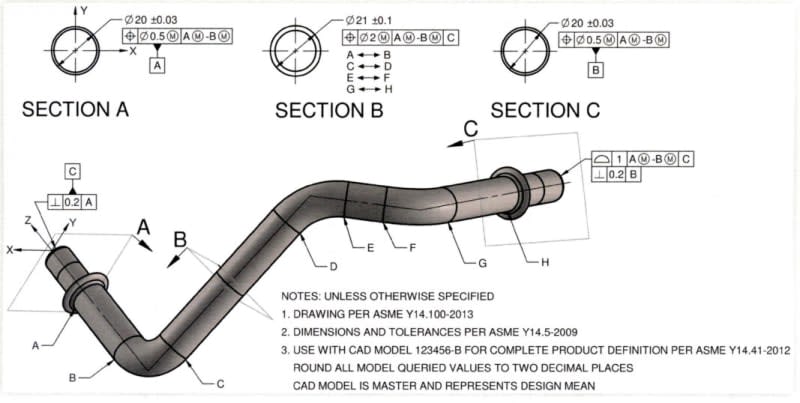
I have gone back and forth with the callout for the short end of this.
Would this be correct?
Cut 2 must be parallel to the long side irrespective of actual length or angle.
Not sure if this would better be handled by parallel or or profile.
Would this be correct?
Cut 2 must be parallel to the long side irrespective of actual length or angle.
Not sure if this would better be handled by parallel or or profile.