Hello All,
One of my products is a sludge storage hopper with live bottom screw conveyor. For this equipment, we design the hopper shell and live bottom trough as separate components. These are connected by a large bolted flange. Our typical design is to use L6x6x3/8” structural stainless steel angles welded to the side wall of both components with gasket sealing between surfaces. This joint uses many bolts and is difficult to manufacture with tight tolerances. My interpretation of AISC code for bolted connections puts this in a bit of a grey area. I have several questions for designing these joints, can you give me your opinion? For reference, we always design this a bearing connection and not slip-critical.
1. Would the use of oversized holes be allowed?
2. Would long-slots be allowed?
3. When using short slots, can both joining flanges have slots, but in perpendicular directions?
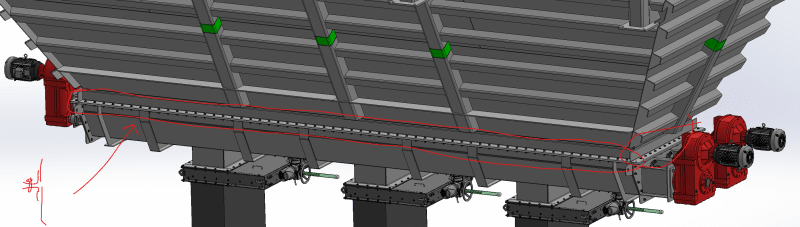
Here is a screenshot of a typical connection.
One of my products is a sludge storage hopper with live bottom screw conveyor. For this equipment, we design the hopper shell and live bottom trough as separate components. These are connected by a large bolted flange. Our typical design is to use L6x6x3/8” structural stainless steel angles welded to the side wall of both components with gasket sealing between surfaces. This joint uses many bolts and is difficult to manufacture with tight tolerances. My interpretation of AISC code for bolted connections puts this in a bit of a grey area. I have several questions for designing these joints, can you give me your opinion? For reference, we always design this a bearing connection and not slip-critical.
1. Would the use of oversized holes be allowed?
a. If so, do plate washers need to be welded after installation?2. Would long-slots be allowed?
3. When using short slots, can both joining flanges have slots, but in perpendicular directions?
Here is a screenshot of a typical connection.