M.B.
Automotive
- Nov 10, 2023
- 8
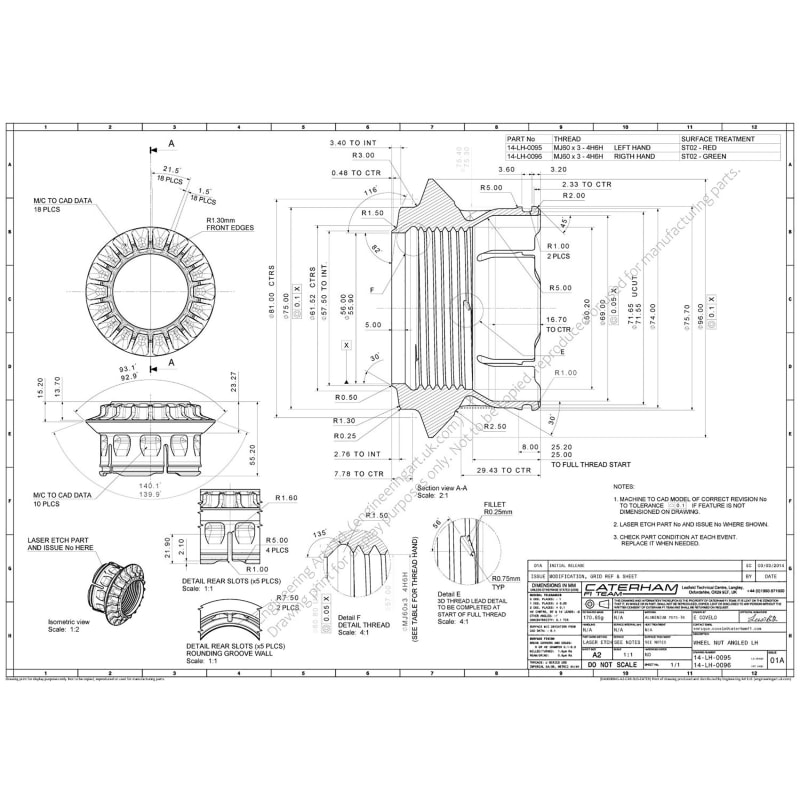
What would you consider the best way (from a practical point of view - manufacturing environment) to inspect the perpendicularity or runout of the faces of a nut to the thread's axis?
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
But that would compound any perpendicularity error on the bolt as well as form errors on the bolt's thread to the overall results, so would still need a special gage with both parameters guaranteed to very low tolerance.geesaman.d said:I would make sure its faces are flat and parallel, run it down just barely snug, and check the face runout of the exposed face.
Anything else would require special fixtures.
Wuzhee said:Why would anyone care about nut thread axis orientation? If thousands of nut types aren't enough, one must reinvent the hex nut for a special purpose?
I wouldn't bother with gauges and fixtures, just machine the faces parallel and run the tap through the hole. Machinists don't like GD&T and standards. They like ±0.XY tolerances.
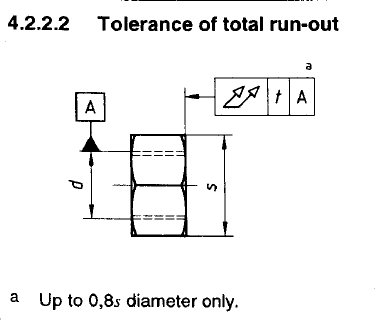
The answer seems quite obvious to me (to prevent the nut making contact with the opposing surface in a single point, which among other things applies a very uneven force to the bolt), but regardless of the answer, we are asked to supply our customer parts that meet their spec, which (as far as I am aware) is a commonly accepted international specification for this kind of item, not some obscure and overspecced request we could argue against.Wuzhee said:Why would anyone care about nut thread axis orientation
Wuzhee said:The best solution is to make a thread-face gauge then sample random number of nuts from every box, whichever number you feel represents your amount and run them tight. Inspect visually. If it fits, it passes. If not (like your point contact) reject box/batch/pallett, send a complaint to vendor then go on to next batch. I wouldn't opt for fancy gauge-tech-measure-expert machine for literal bulk cargo.
Wuzhee said:I'm sure the incompetence of the strategy team, lack of funding and stuff weighs more on their failure scale than a set of nonconforming untoleranced wheel nuts
Agreed, but you get what you pay for and cheap parts is the name of the game for our clients.3DDave said:The reason for a lack of gauges for this characteristic is that most makers don't produce crap parts.
Nut sides are reasonably perpendicular to the faces.3DDave said:The most likely way to screw this up is if the hex faces are also not perpendicular to the mating faces and were used to hold nut blank at an angle to the face when the thread was formed/cut. Set the part on each of the flats and check the perpendicularity of the mating faces to them - a visual inspection should quickly find the worst alignment.
The concern is not the supplier maintaining the parts are OK, they admitted fault, the problem is that this cascaded in major problems on our client's end (line stoppage, parts needing to be hand carried to resume production and all in all a significant shitstorm).3DDave said:If your supplier wants to fight about these parts and they are clearly out of spec, then find a new supplier.
3DDave said:If they can't make them properly and their gauge rejects them then you have is a contract they cannot fulfill and you are back to finding a new supplier.
M.B. said:True, but again, even if we end up changing supplier, the perpendicularity/run-out requirement is almost certainly going to be an inspection characteristic in the revised customer's drawing, so that does not save me from having to find and implement a reasonable way to check it at goods-in here and during manufacturing (whomever the supplier may be).