MPSU
Automotive
- Aug 26, 2024
- 13
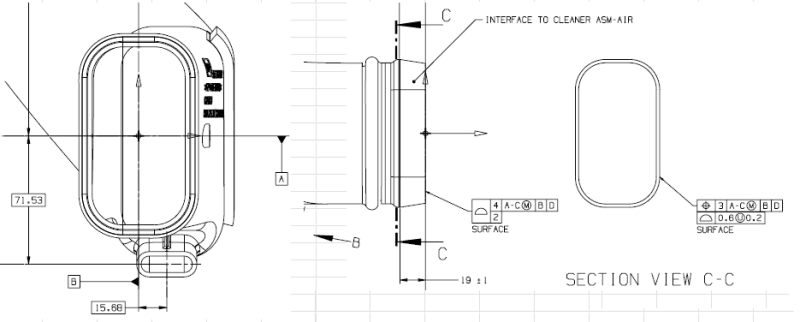
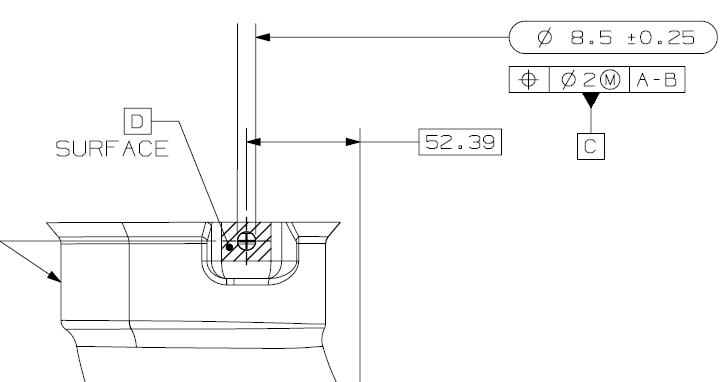
I have a Blow Molded part with A & B datum given as center point of a Slot. This slot opening does not have any inner dimensions but only profile callout on the outside since it is assembled in a housing. Now, I am working with one of our Gauge manufacturers who is asking if this is at RFS or MMC. To my understanding, it is at RFS, but I am not able to think of a way to lock datums A &B. I am attaching a sketch, can you guys help me with how to lock datums A & B in a checking fixture.