jobei
Industrial
- Jul 29, 2020
- 8
Hey guys. This is my first time posting here. I think you guys should be able to help me out.
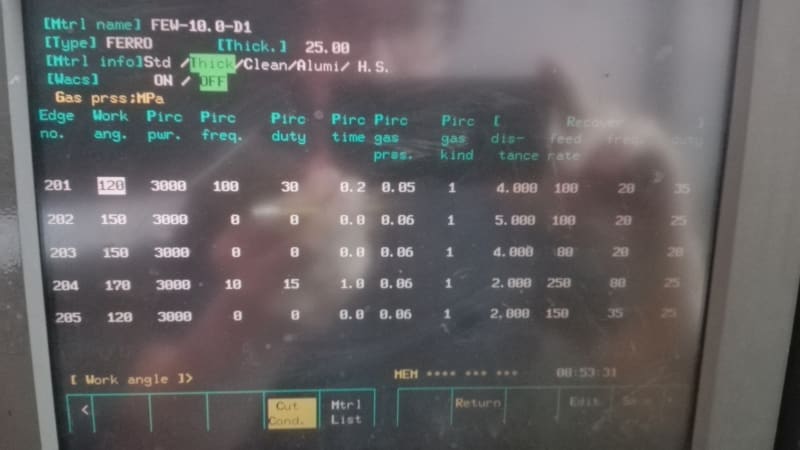
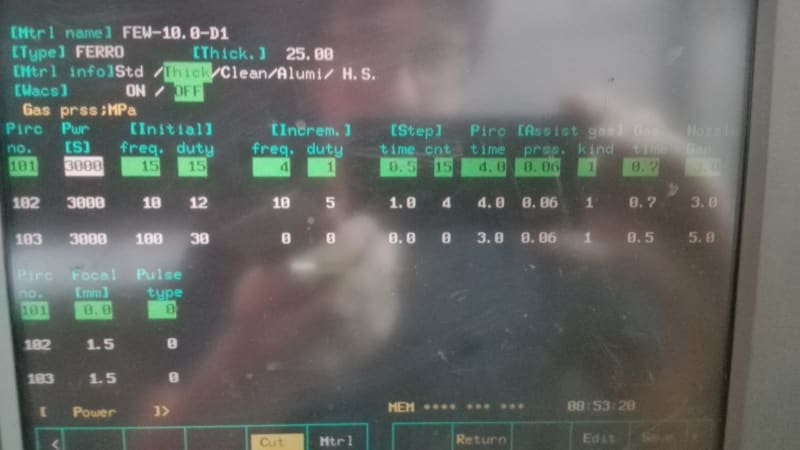
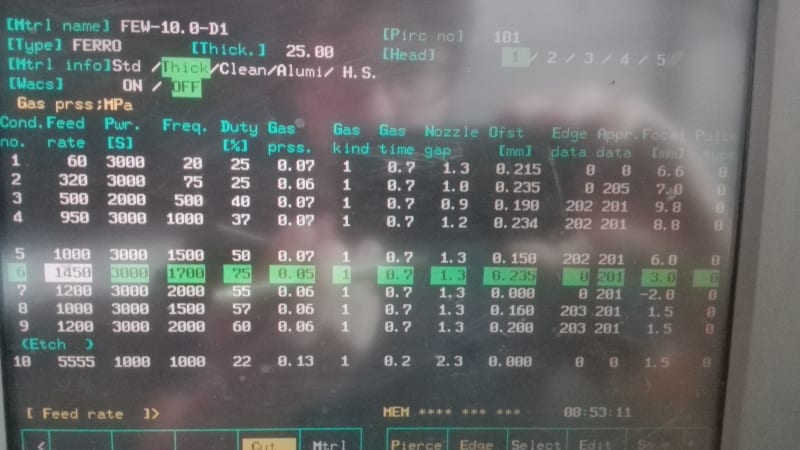
I have an Amada 3015 FO laser, 4k watts. I'm trying to cut this thick HRPO. I started using oxygen assist gas and was having trouble getting the laser to pierce at all. I switched to nitrogen and had better luck, but getting nothing but dross. I also tend to lose my cut when get to 90 deg corners.
i tried both 1.4 and 4.0 double nozzles using the oxygen, and i used 4.0 double using the nitrogren.
I'm attaching pictures of my oxygen settings.
thanks in advance for any help you can give me.
I have an Amada 3015 FO laser, 4k watts. I'm trying to cut this thick HRPO. I started using oxygen assist gas and was having trouble getting the laser to pierce at all. I switched to nitrogen and had better luck, but getting nothing but dross. I also tend to lose my cut when get to 90 deg corners.
i tried both 1.4 and 4.0 double nozzles using the oxygen, and i used 4.0 double using the nitrogren.
I'm attaching pictures of my oxygen settings.
thanks in advance for any help you can give me.
![[dazed]](/data/assets/smilies/dazed.gif "[dazed] [dazed]")