A 7000 lb casting is usually made of cast steel, or a mid grade ductile iron.
We are working on a used one.
Three Positive Material Identification (PMI) tests were done in one area of a machined surface.
The pre-cleaning as reported was pretty good, with one possible complication.
Repeating the tests now will be problematic.
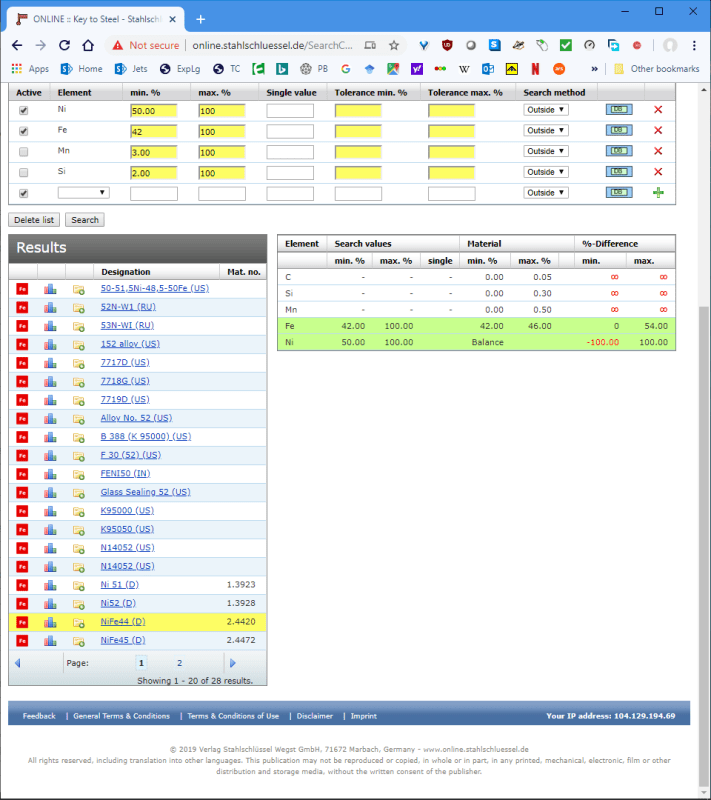
Test results.
Si 2.57
S .69
Ti .19
Cr .06
Mn 3.48
Fe 42.39
Ni 50.63
Has anyone heard of such a material?
Searches for commercial materials with similar chemistry so far only come up with far fetched options. Powdered metal recipes, and parts with magnetic requirements.
The part is also pretty rusty, which strikes this rank amateur metallurgist as surprising with the high nickel content.
My first thought is we REALLY need to do a few more tests on freshly ground surfaces.
My second thought is the test surface was contaminated with Nickel, possible anti-seize compound from previous installation, or from the wire brush used for cleaning.
My third thought is such an exotic material may have been an (expensive) foundry mistake.
thanks,
Dan T
We are working on a used one.
Three Positive Material Identification (PMI) tests were done in one area of a machined surface.
The pre-cleaning as reported was pretty good, with one possible complication.
Repeating the tests now will be problematic.
Test results.
Si 2.57
S .69
Ti .19
Cr .06
Mn 3.48
Fe 42.39
Ni 50.63
Has anyone heard of such a material?
Searches for commercial materials with similar chemistry so far only come up with far fetched options. Powdered metal recipes, and parts with magnetic requirements.
The part is also pretty rusty, which strikes this rank amateur metallurgist as surprising with the high nickel content.
My first thought is we REALLY need to do a few more tests on freshly ground surfaces.
My second thought is the test surface was contaminated with Nickel, possible anti-seize compound from previous installation, or from the wire brush used for cleaning.
My third thought is such an exotic material may have been an (expensive) foundry mistake.
thanks,
Dan T