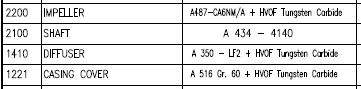
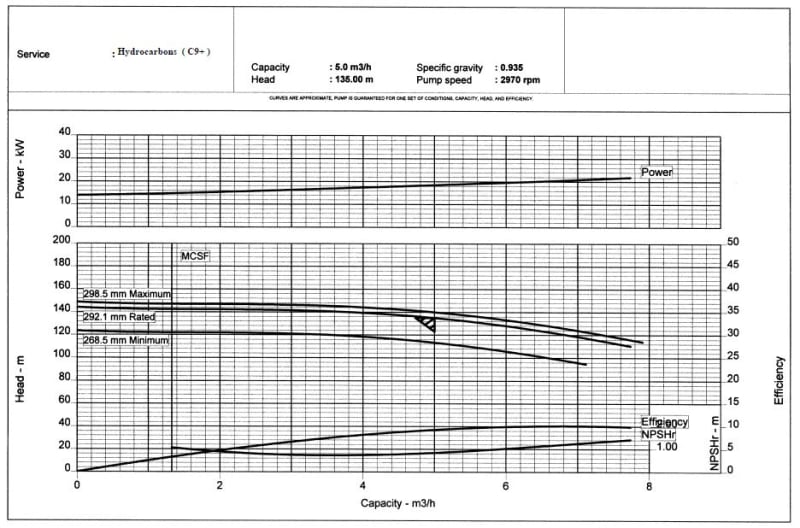
I have a pump which is pumping C9+ and the process data sheet requires harness of the casing and impeller of a minimum 42 HC. The stream has hard nonmetallic solid particles to max 2500 microns thus requires the particular hardness.
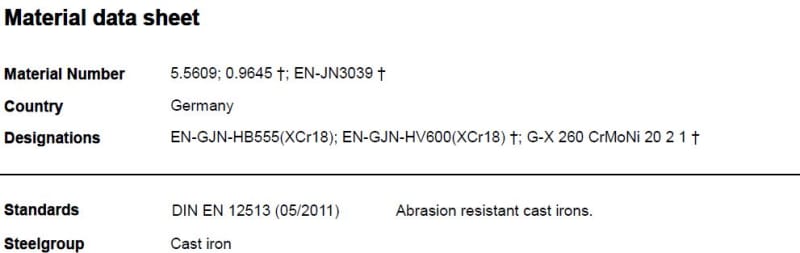
The Pump Vendor has offered an abrassion ressistant cast iron with a minimum harness of 51 HC. Material designation 5.5609 (DIN 12513)
My question is : can cast iron casings and impeller be used for hydrocarbon service?
Is there any chances of spark during operation if the pumped stream has hard solid particles?
Thanks
Tilas
The Pump Vendor has offered an abrassion ressistant cast iron with a minimum harness of 51 HC. Material designation 5.5609 (DIN 12513)
My question is : can cast iron casings and impeller be used for hydrocarbon service?
Is there any chances of spark during operation if the pumped stream has hard solid particles?
Thanks
Tilas


")