GabrieleB
Petroleum
- Feb 4, 2009
- 84
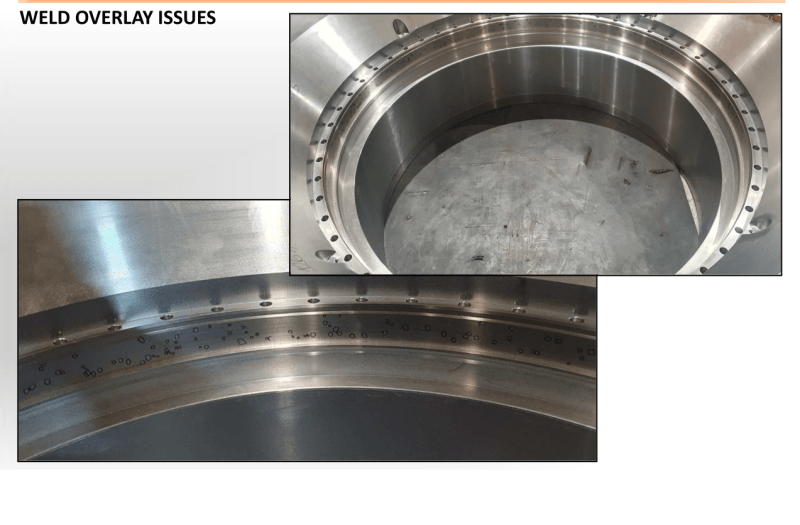
Our valve supplier raised an NCR to avoid to replace a welding overlay on carbon steel LF2 material made with one pass of AISI 309 and second pass of AISI 316 (3 mm of cladding).
The welding process shows a big porosity (out of acceptance criteria), there are in the cladded surfaces many point of porosity and bubbles where seems to be that welding gases were entrapped (due most probably to an insufficient heat input being in the NCR reported a "cold welding bed phenomena").
The supplier suggests to repair the porosity filling with new materials point by point and re-machine locally.
In my opinion a lot of repairs one very close the the other can cause 2 main risk, sensibilization of the SS (with precipitation of carbides on the grain boundaries due to thermal cycles) and matrix residual-tensioning due to high dilatation coefficient of SS that in frequent thermal cycles can create such problem.
Therefore we suggest to remove the entire clad material and repeat the process, avoiding multiple local repairs, what do you think about?
Kind regards
The welding process shows a big porosity (out of acceptance criteria), there are in the cladded surfaces many point of porosity and bubbles where seems to be that welding gases were entrapped (due most probably to an insufficient heat input being in the NCR reported a "cold welding bed phenomena").
The supplier suggests to repair the porosity filling with new materials point by point and re-machine locally.
In my opinion a lot of repairs one very close the the other can cause 2 main risk, sensibilization of the SS (with precipitation of carbides on the grain boundaries due to thermal cycles) and matrix residual-tensioning due to high dilatation coefficient of SS that in frequent thermal cycles can create such problem.
Therefore we suggest to remove the entire clad material and repeat the process, avoiding multiple local repairs, what do you think about?
Kind regards