Krishnnaa26
Materials
thread338-310345
Dear All,
I have come across the following paper
"Environment-Assisted Cracking of Corrosion-Resistant Alloys in Oil and Gas Production Environments: A Review by P.R. Rhodes"
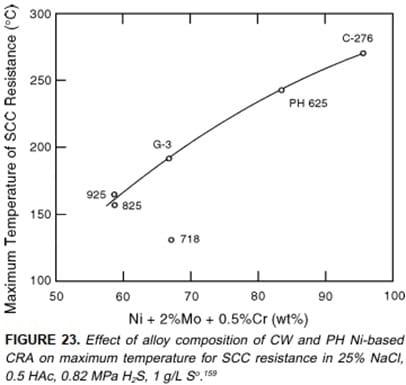
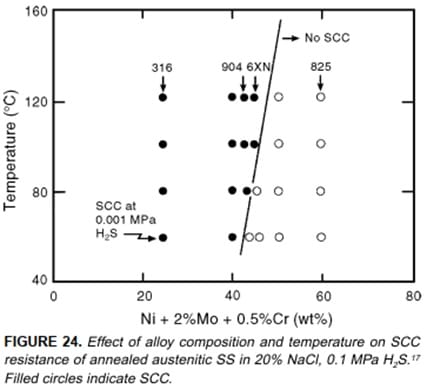
There are two figures in the above papers (attached) Figure 23 and Figure 24 indicating the effect of Alloy composition on SCC resistance.
Both Figure 23 and Figure 24 providing the info on SCC resistance (Ni+2%Mo+0.5%Cr) w.r.t temperature, however the testing conditions are different.
Considering the typical composition of Alloy 825 and the PREN
1) Can an Alloy 825 solid pipe be used at >120°C, w.r.t to Figure 23 and Figure 24, assuming the same set of test conditions?
2) If an increase in H2S and/or chlorides is considered, do the line in Figure 23 further drops resulting in lower than 150°C SCC limit?
3) If an increase in H2S and/or chlorides is considered, do the line in Figure 24 shifts to right resulting in non-acceptance (potential SCC) of Solid Alloy 825 pipe at >120°C.
Any technical papers/literature references greatly appreciated on this topic.
Thanks in advance
Krishna
Dear All,
I have come across the following paper
"Environment-Assisted Cracking of Corrosion-Resistant Alloys in Oil and Gas Production Environments: A Review by P.R. Rhodes"
There are two figures in the above papers (attached) Figure 23 and Figure 24 indicating the effect of Alloy composition on SCC resistance.
Both Figure 23 and Figure 24 providing the info on SCC resistance (Ni+2%Mo+0.5%Cr) w.r.t temperature, however the testing conditions are different.
Considering the typical composition of Alloy 825 and the PREN
1) Can an Alloy 825 solid pipe be used at >120°C, w.r.t to Figure 23 and Figure 24, assuming the same set of test conditions?
2) If an increase in H2S and/or chlorides is considered, do the line in Figure 23 further drops resulting in lower than 150°C SCC limit?
3) If an increase in H2S and/or chlorides is considered, do the line in Figure 24 shifts to right resulting in non-acceptance (potential SCC) of Solid Alloy 825 pipe at >120°C.
Any technical papers/literature references greatly appreciated on this topic.
Thanks in advance
Krishna