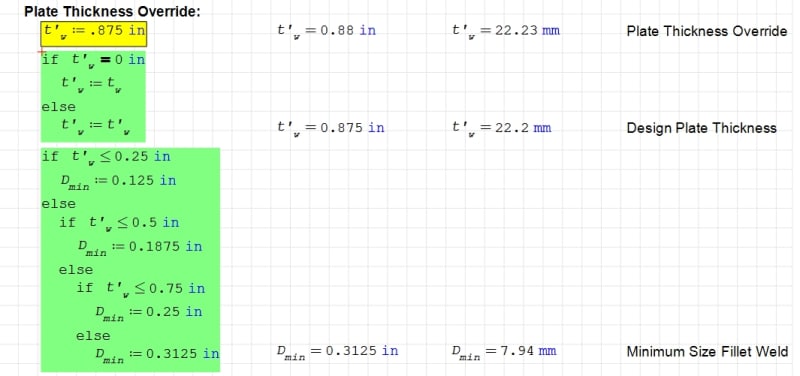
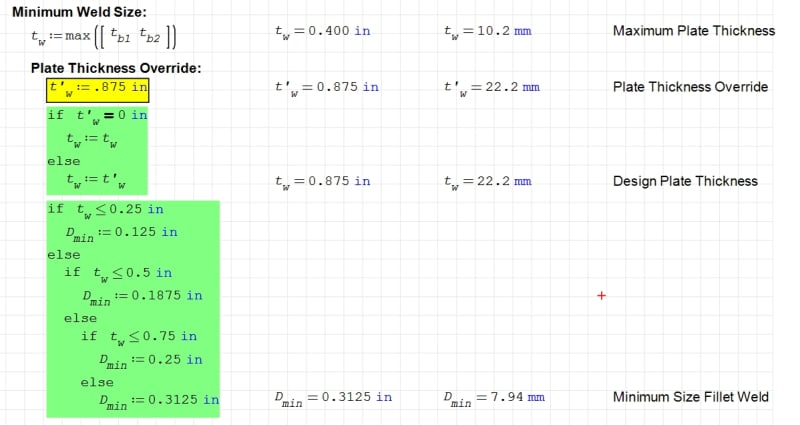
The AISC steel construction manual has a minimum thickness check based on the thinner part. The commentary section adds "2b. Limitations Table J2.4 provides the minimum size of a fillet weld for a given thickness of the thinner part joined. The requirements are not based on strength considerations, but on the quench effect of thick material on small welds. Very rapid cooling of weld metal may result in a loss of ductility. Furthermore, the restraint to weld metal shrinkage provided by thick material may result in weld cracking. The use of the thinner part to determine the minimum size weld is based on the prevalence of the use of filler metal considered to be "low hydrogen." Because a 5/16-in. (8 mm) fillet weld is the largest that can be deposited in a single pass by the SMAW process and still be considered prequalified under AWS D1.1, 5/16 in. (8 mm) applies to all material 3/4 in. (19 mm) and greater in thickness, but minimum preheat and interpass temperatures are required by AWS D1.1. Both the engineer of record and the shop welder must be governed by the requirements."