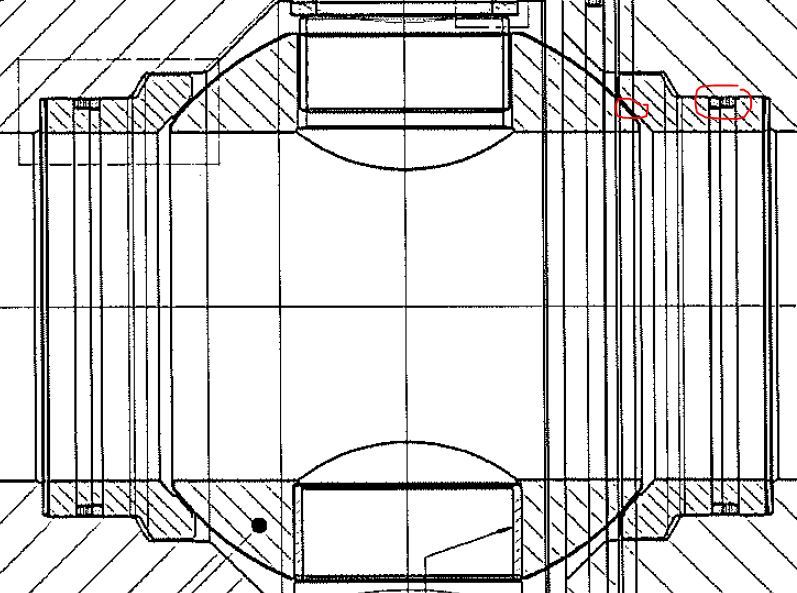
we test the ball valves as per 6D requirements, so when it comes to the seat leak test the valve lose pressure. we tried different seat materials including 15% glass filled and 10% carbon filled, but the results were the same.
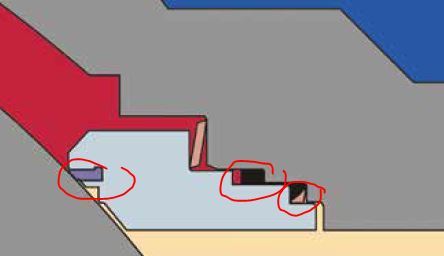
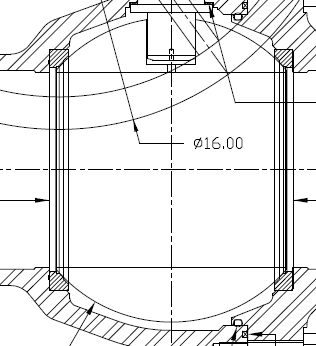
i finally realized the OD of the seats was undersized because it was not dimensionally checked by quality upon receiving.i am not sure if this a critical dimension since the seat will expand under pressure anyway.
should i make the seat thicker? but this will increase the torque. i was trying to perform some FEA simulation but i am not sure how that will be helpful.
have any one here had this issue with leaking seats on a ball valve? and how did you go about resolving the issue? any advice will be much appreciated.
i finally realized the OD of the seats was undersized because it was not dimensionally checked by quality upon receiving.i am not sure if this a critical dimension since the seat will expand under pressure anyway.
should i make the seat thicker? but this will increase the torque. i was trying to perform some FEA simulation but i am not sure how that will be helpful.
have any one here had this issue with leaking seats on a ball valve? and how did you go about resolving the issue? any advice will be much appreciated.
![[bigsmile]](/data/assets/smilies/bigsmile.gif "[bigsmile] [bigsmile]")