EnginerdNate
Aerospace
Hi All,
I've been handed my company's ancient static test system to keep running for the foreseeable future. The core to this system is an Edison Hydraulic Load Maintainer, which utilizes a combination of a balance beam, spool valves, and dash pots to regulate hydraulic pressures. Unfortunately the company is no longer with us so I'm on my own for figuring out how to get this thing working well. It's "worked" for our last few tests, but it's showing it's age.
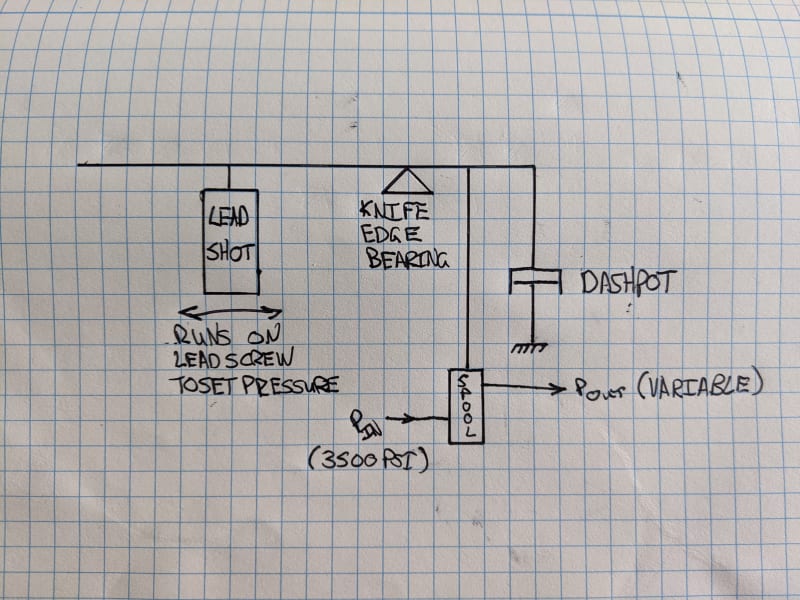
The basic operation is simple, a bucket of lead shot is moved along a balance beam by a lead screw, and the other side of the balance beam is connected to the spool valves and a dash pot to damp the system. The system outputs hydraulic pressure proportional to the force applied to the spool valve by the balance beam/bucket of shot. The dash pots tune the response and keep the system from oscillating (They oscillate like mad if you turn the damping down too far or test a channel with the dash pot disconnected, ask me how I know!)
I do have the manual, and it has several adjustment procedures outlined and I've gone through and bled the system, made sure the dash pots had fresh oil, and flowed a few quarts of fresh hydraulic fluid through all of the channels.
On a few of the channels, when you first crack the valve open there is a big spike in pressure (2-3x the set pressure in some cases) then it settles down. These valves also show a good bit of oscillatory behavior as you change the set point. They do tend to settle down and provide the set pressure with time. I have tried increasing the damping on the dash pots following the adjustment procedure in the manual, but with little success.
I disassembled one of the spool valve assemblies and each spool valve core has 4x orings that seal each chamber to the block each valve body is inserted into in the machine. Could problems with these o-rings be contributing to any of this behavior? My other theory was that there was gunk build up on the exposed parts of the spool causing it to stick and then overshoot when it frees up, but I don't have any data at this point to back that theory up.
Any hints, reading suggestions, or tips welcome!
I've been handed my company's ancient static test system to keep running for the foreseeable future. The core to this system is an Edison Hydraulic Load Maintainer, which utilizes a combination of a balance beam, spool valves, and dash pots to regulate hydraulic pressures. Unfortunately the company is no longer with us so I'm on my own for figuring out how to get this thing working well. It's "worked" for our last few tests, but it's showing it's age.
The basic operation is simple, a bucket of lead shot is moved along a balance beam by a lead screw, and the other side of the balance beam is connected to the spool valves and a dash pot to damp the system. The system outputs hydraulic pressure proportional to the force applied to the spool valve by the balance beam/bucket of shot. The dash pots tune the response and keep the system from oscillating (They oscillate like mad if you turn the damping down too far or test a channel with the dash pot disconnected, ask me how I know!)
I do have the manual, and it has several adjustment procedures outlined and I've gone through and bled the system, made sure the dash pots had fresh oil, and flowed a few quarts of fresh hydraulic fluid through all of the channels.
On a few of the channels, when you first crack the valve open there is a big spike in pressure (2-3x the set pressure in some cases) then it settles down. These valves also show a good bit of oscillatory behavior as you change the set point. They do tend to settle down and provide the set pressure with time. I have tried increasing the damping on the dash pots following the adjustment procedure in the manual, but with little success.
I disassembled one of the spool valve assemblies and each spool valve core has 4x orings that seal each chamber to the block each valve body is inserted into in the machine. Could problems with these o-rings be contributing to any of this behavior? My other theory was that there was gunk build up on the exposed parts of the spool causing it to stick and then overshoot when it frees up, but I don't have any data at this point to back that theory up.
Any hints, reading suggestions, or tips welcome!