staticmh
Mechanical
- Aug 28, 2019
- 57
Hi Folks!
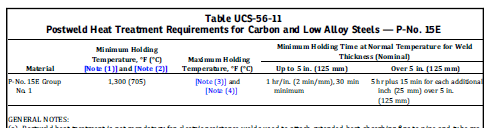
This has been an quite significant misconception in regard of ASME Sec VIII Div. 1 UCS-56 PWHT criteria.
Please any body correct me that PWHT is always being assessed based on the maximum weld thickness or it can also be done based on vessel metal thickness.
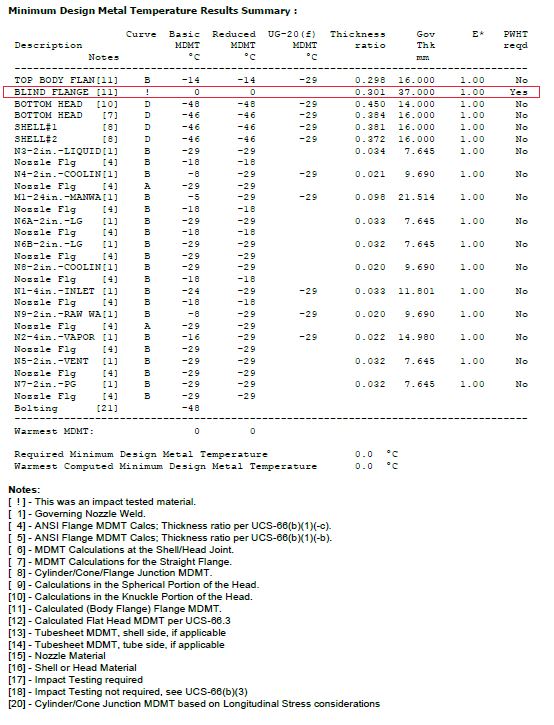
I'm designing a vessel and it contain a top body blind flange of having thickness of 150mm (With Raised face) & 148mm (Without 2mm Raised face)
There is a one NPS-4" nozzle welding with RF Pad as set on, instead of set in. The reason that Why i'm using set on is that, as per my understanding i am exempting the PWHT not to calculate the higher weld thickness (Above 38mm) which can conclude the PWHT as per UCS-56 and saving the cost of PWHT.
Below is my case all the welds shown as per exact situation.
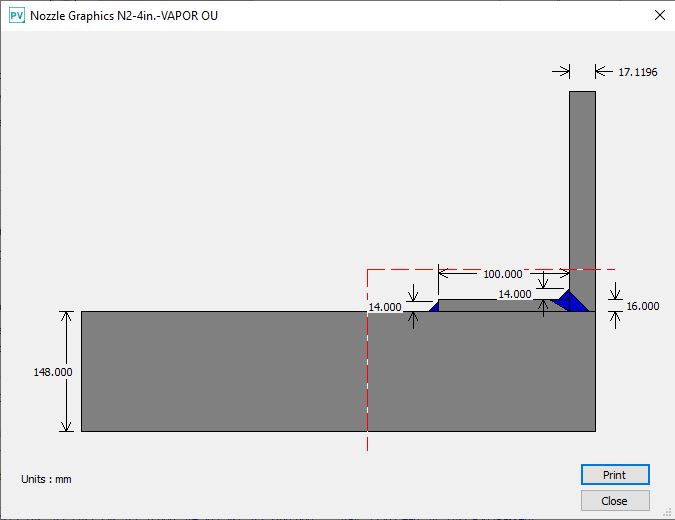
148mm is the Blind flange thickness.
Please advice whether PWHT shall be yes for this case or NO ?
This has been an quite significant misconception in regard of ASME Sec VIII Div. 1 UCS-56 PWHT criteria.
Please any body correct me that PWHT is always being assessed based on the maximum weld thickness or it can also be done based on vessel metal thickness.
I'm designing a vessel and it contain a top body blind flange of having thickness of 150mm (With Raised face) & 148mm (Without 2mm Raised face)
There is a one NPS-4" nozzle welding with RF Pad as set on, instead of set in. The reason that Why i'm using set on is that, as per my understanding i am exempting the PWHT not to calculate the higher weld thickness (Above 38mm) which can conclude the PWHT as per UCS-56 and saving the cost of PWHT.
Below is my case all the welds shown as per exact situation.
148mm is the Blind flange thickness.
Please advice whether PWHT shall be yes for this case or NO ?

")