Good morning everyone,
I have two questions. The first is about the ASME BPVC Section VIII Div. 1 code, and the second is about general engineering practice.
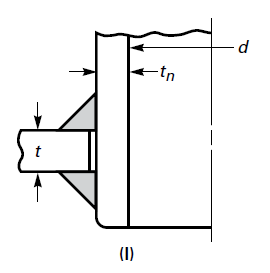
First question: In the ASME code a nozzle attached with an internal and external (double-sided) fillet weld, as shown in figure UG-40 (i) has a finished diameter (FD) equal to the inside diameter of the nozzle. This seems a little off to me, I know all full penetration-attached nozzles has a FD equal to the inside of the nozzle, and a single-sided fillet welded nozzle has a FD that is the outside of the nozzle. To me it seems a little odd that a double-sided fillet weld has a FD more like a full penetration weld instead of a single-sided fillet weld. Could anyone offer some explanation to this?
Second question: (This question is more to appease my curious mind) If you need to put a weep hold in a reinforcement plate [to let out moisture and air as the vessel heats up and cools down] why don’t you need a weep hole when you are attaching a nozzle with a double-sided fillet weld? Theoretically there’s a small space for air that gets trapped when you finish welding much like the reinforcement place.
Regards,
Tyler
I have two questions. The first is about the ASME BPVC Section VIII Div. 1 code, and the second is about general engineering practice.
First question: In the ASME code a nozzle attached with an internal and external (double-sided) fillet weld, as shown in figure UG-40 (i) has a finished diameter (FD) equal to the inside diameter of the nozzle. This seems a little off to me, I know all full penetration-attached nozzles has a FD equal to the inside of the nozzle, and a single-sided fillet welded nozzle has a FD that is the outside of the nozzle. To me it seems a little odd that a double-sided fillet weld has a FD more like a full penetration weld instead of a single-sided fillet weld. Could anyone offer some explanation to this?
Second question: (This question is more to appease my curious mind) If you need to put a weep hold in a reinforcement plate [to let out moisture and air as the vessel heats up and cools down] why don’t you need a weep hole when you are attaching a nozzle with a double-sided fillet weld? Theoretically there’s a small space for air that gets trapped when you finish welding much like the reinforcement place.
Regards,
Tyler
") for double filleted details where the nozzle ID is not FD.
for double filleted details where the nozzle ID is not FD.") A detail that can be plugged is much preferred.
A detail that can be plugged is much preferred.