Here's a question for the D1.6 stainless welding code experts.
Joe Welder’s FCAW-G (using A5.22 filler) performance qualification shows:
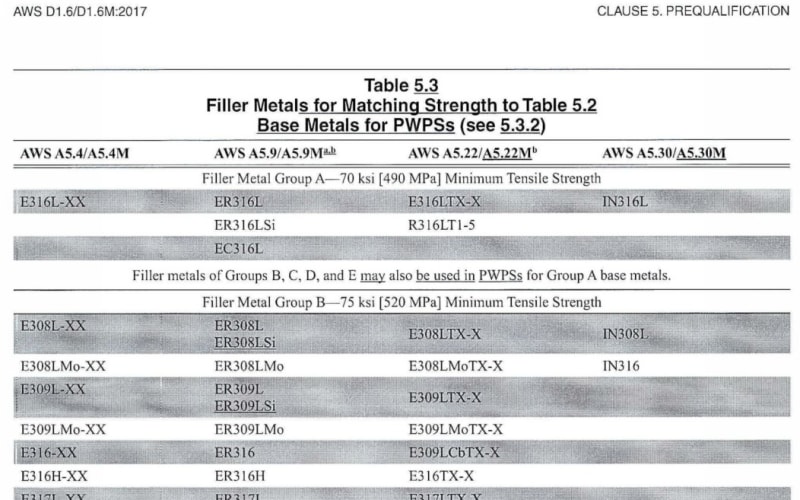
- Base material = 304L [base metal group A]
- Filler = 308LT1-4 [filler metal group B with C25 gas]
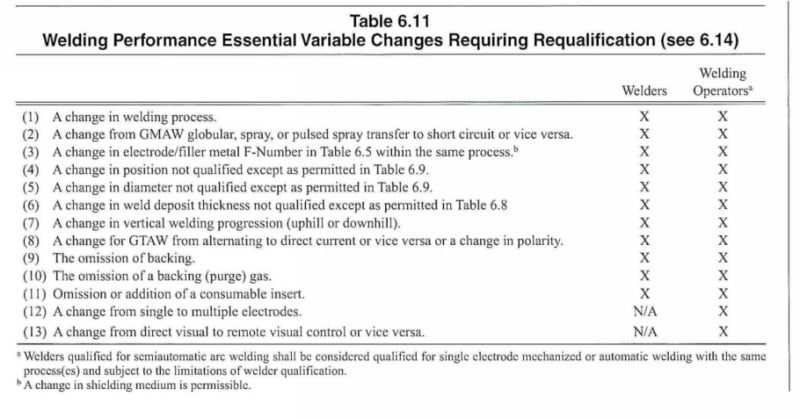
If I understand Table 5.3, Table 6.5, and Table 6.11, then he can also weld on any base metal group A or B, using any matching filler metal, with either 25% C02 or 100% C02.
That is, base metal group, filler metal group, and shielding gas (-1 to -4) are not essential performance variables.
So per D1.6, Joe's qualification permits him to weld 316 plate [base metal group B] with 316LT1-1 with 100% CO2 per D1.6 and B2.1.
Is that correct?
Joe Welder’s FCAW-G (using A5.22 filler) performance qualification shows:
- Base material = 304L [base metal group A]
- Filler = 308LT1-4 [filler metal group B with C25 gas]
If I understand Table 5.3, Table 6.5, and Table 6.11, then he can also weld on any base metal group A or B, using any matching filler metal, with either 25% C02 or 100% C02.
That is, base metal group, filler metal group, and shielding gas (-1 to -4) are not essential performance variables.
So per D1.6, Joe's qualification permits him to weld 316 plate [base metal group B] with 316LT1-1 with 100% CO2 per D1.6 and B2.1.
Is that correct?