Hi all!
Let's suppose that I have the square-section metal ring below.
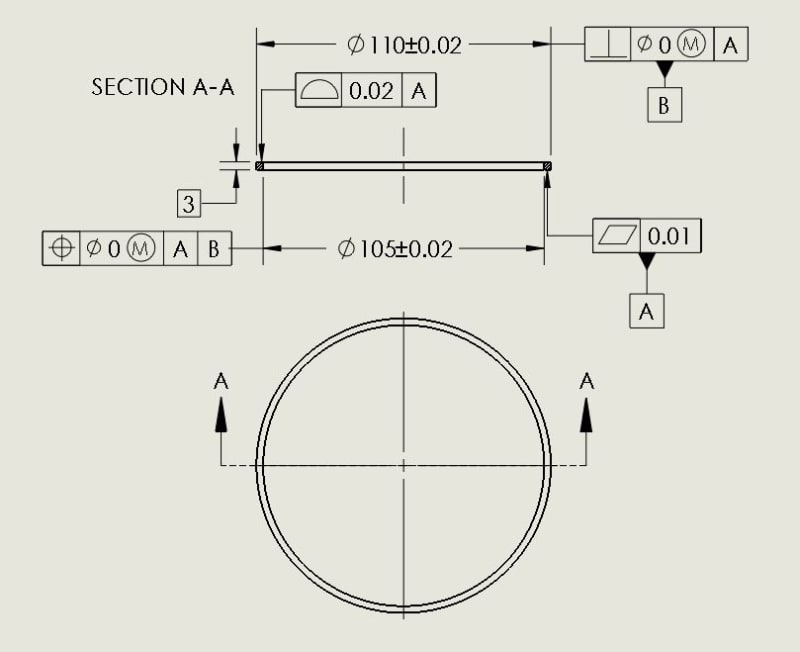
My goal is to be sure that the axis of the inner cylinder is concentric with respect to the axis of the outer cylinder, and that both axes are perpendicular to the datum A.
I thought the attached drawing was correct, but then I realized that the axis of cylinders so "short" is too influenced by very small variations of the "diameter" surface.
Once in the measurement department of my factory, I was told that "pulling out" an axis from cylinders so short, using a CMM, is practically impossible.
But then, since we do not want to use gauges, how could I "get around" the problem?
Any suggestions would be welcome, I've been thinking about it for a while but I can't find a solution.
Thanks in advance,
F.
Let's suppose that I have the square-section metal ring below.
My goal is to be sure that the axis of the inner cylinder is concentric with respect to the axis of the outer cylinder, and that both axes are perpendicular to the datum A.
I thought the attached drawing was correct, but then I realized that the axis of cylinders so "short" is too influenced by very small variations of the "diameter" surface.
Once in the measurement department of my factory, I was told that "pulling out" an axis from cylinders so short, using a CMM, is practically impossible.
But then, since we do not want to use gauges, how could I "get around" the problem?
Any suggestions would be welcome, I've been thinking about it for a while but I can't find a solution.
Thanks in advance,
F.