On the issue of lamellar tearing:
1) This document (
Link) is quite comprehensive and appears to be the source document for metengr's link above. I've included a snippet below which speaks to the 1970's line of thinking on plate thickness and steel cleanliness.
2) Here's a more modern discussion (
Link). The Grand Coulee example is one of the rare instances of a 10mm plate lamellar tearing failure. It is also an example of exceptionally high level of restraint. As I understand it, thin plates perform better with respect to lamellar tearing because their flexibility can take up some of the induced strain in many cases. I'm not sure how that would apply to the case at hand.
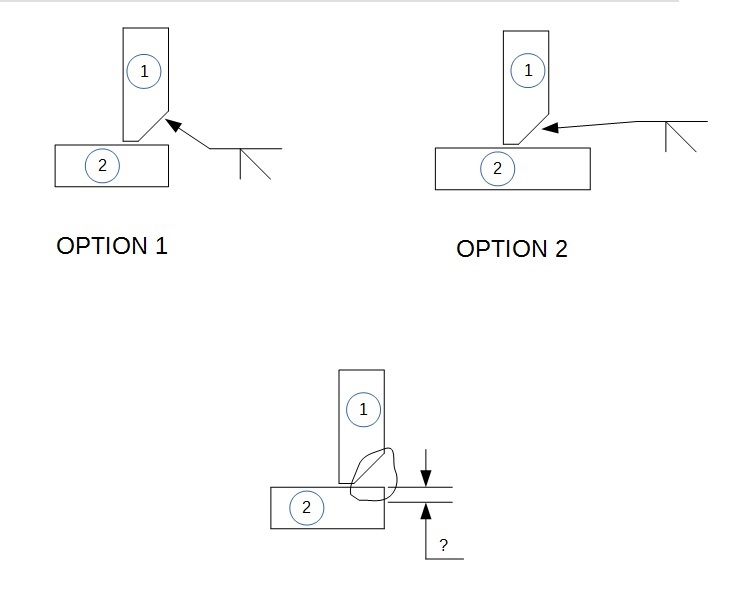
OP said:
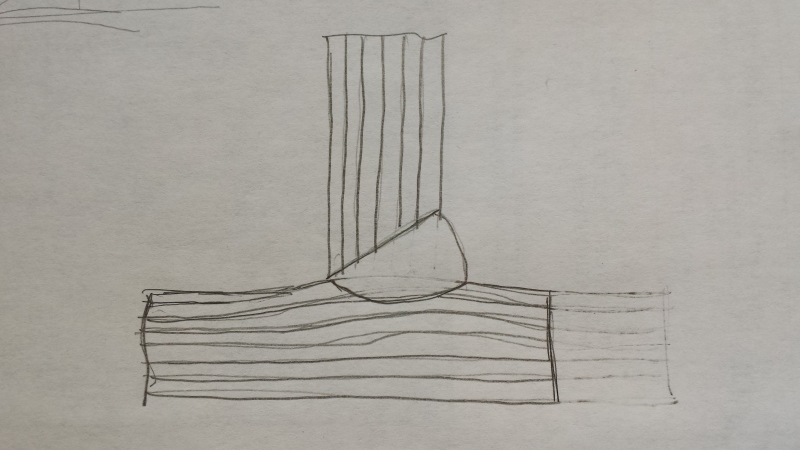
My understanding why option 2 is maybe better for full pen (I do not consider other types of weld as the full pen is what is required in my case): the stress in the weld area is spreading in the metal around. Bigger the area - less stress consentration in the joint. In option 2 overhang helps to spread the stress.
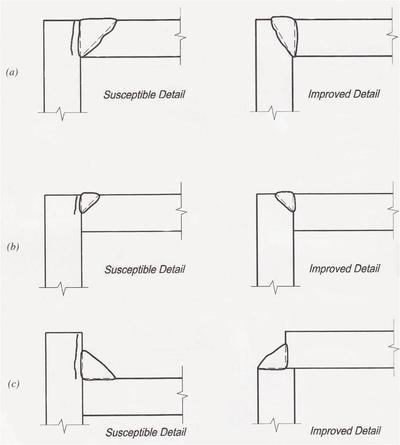
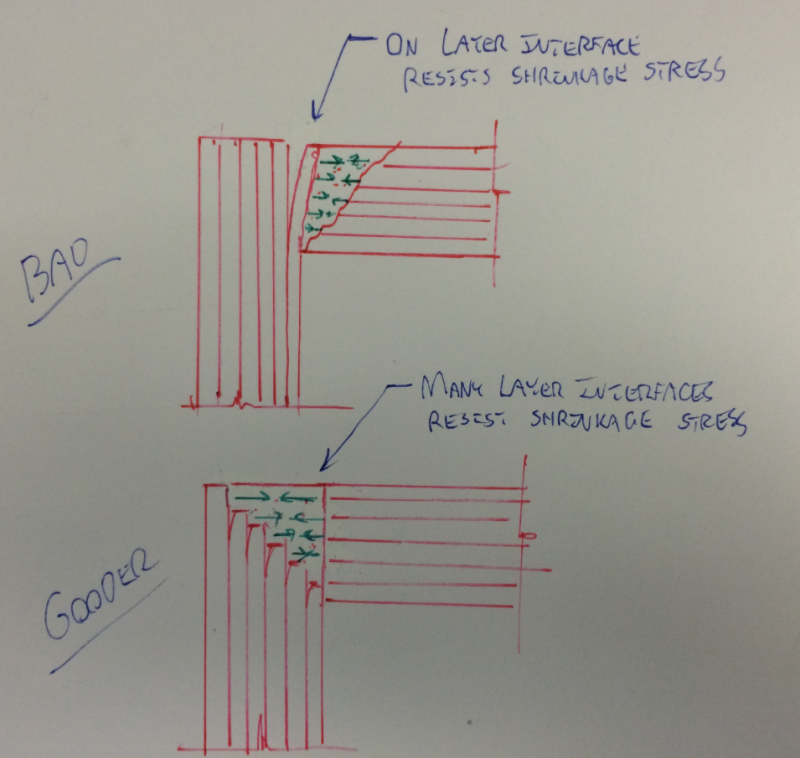
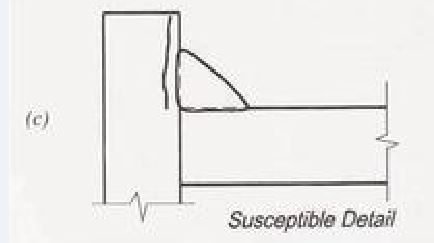
From a lamellar tearing perspective, I would agree that your #2 would be better than my "bad" detail above. As you say, you would be spreading the tendency for delamination over a larger area. That said, you'd still only be delivering the load to a small number of laminations so I would not expect it to be anywhere as good as my "good detail". Interestingly, the link that I supplied above includes something similar to your #2 in the "bad" category. See the clip below.
With regard to stress concentrations, I suspect the issues are less with lamellar tearing and more to do with stress concentrators that generally accompany a difficult to accomplish weld. You know, starts and stops and surfaces that are difficult to keep smooth and regular. The detail that I recommended, in a architectural context, would often be ground smooth which tends to ameliorate some of that. If this is a field weld, there is no doubt that the overhang, particularly when combined with two sided fillet welding, would produce a welder friendly, higher quality weld.
I'll post-face my comments with the following: I haven't welded a single thing in my entire life. In this matter, I'm happy to defer to those who have.
I like to debate structural engineering theory -- a lot. If I challenge you on something, know that I'm doing so because I respect your opinion enough to either change it or adopt it.