EnginerdNate
Aerospace
I'm currently looking into using flush head blind rivets on a simple system I'm designing. I have come across several different rivet specs and very little information on which rivets typically get used for specific applications. Specifically, I've seen a lot of references to the NAS1921, NAS1399, and MS90353 specs, the first two being true rivets and the last usually referred to as a blind bolt. I'm a bonded composites guy normally and the tribal knowledge at my current job is a little thin.
Can someone provide the cliffs notes for aerospace grade blind rivet types (If you like, including any you like that I've not found so far) and their applications? MMPDS-10 has no data for the NAS1399 for installed strengths, so my gut check says it may be falling out of favor if they aren't bothering to keep the data updated.
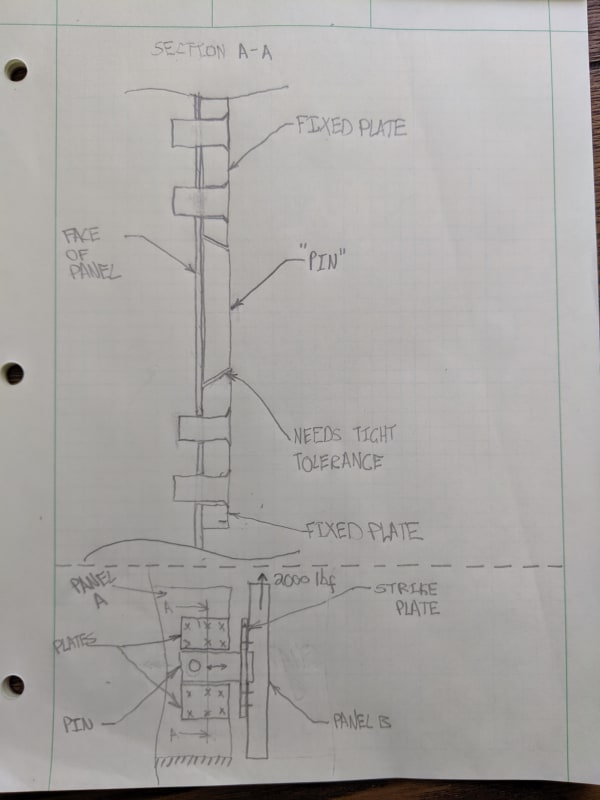
My application is a medium load (~2000 lbf shear limit load) single shear joint between two flat plates. I am constrained to using flush head fasteners due to space constraints and am looking at rivets to avoid the need for a complicated blind-fastener system.
I have some other features that make locating the part simple, so match drilling through an undersized pilot and pulling 4-8 blind rivets seems like the simplest solution to my problem.
Thanks,
Nathan
Can someone provide the cliffs notes for aerospace grade blind rivet types (If you like, including any you like that I've not found so far) and their applications? MMPDS-10 has no data for the NAS1399 for installed strengths, so my gut check says it may be falling out of favor if they aren't bothering to keep the data updated.
My application is a medium load (~2000 lbf shear limit load) single shear joint between two flat plates. I am constrained to using flush head fasteners due to space constraints and am looking at rivets to avoid the need for a complicated blind-fastener system.
I have some other features that make locating the part simple, so match drilling through an undersized pilot and pulling 4-8 blind rivets seems like the simplest solution to my problem.
Thanks,
Nathan