MrGezus
Petroleum
- Apr 29, 2014
- 73
Hello all. Thank you in advance for any information that you can share.
Every so often our facility needs to repair a bolt hole that was drilled in the wrong place. In the past we have qualified welding procedures to take corrective action. However the welder qualification is very difficult. We have gone through 30-40 coupons on several welders trying to pass these qualifications.
I am unsure if our hole design is best practice. What would a proper bolt hole repair coupon look like?
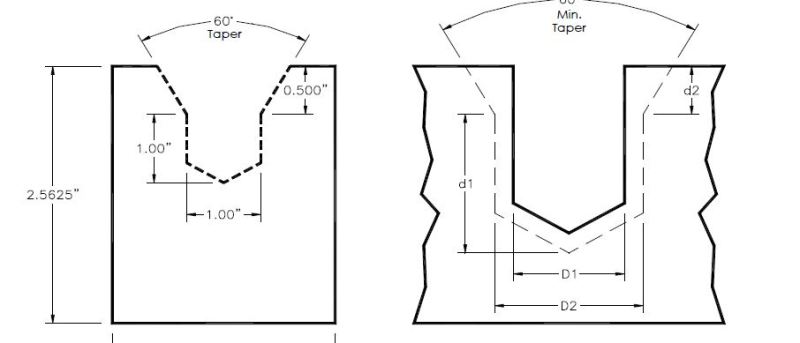
This picture is how we machine our coupons. I have read that it is easier to do it with a different shape, but I cannot think of where I saw that. Our biggest issue is only having one or two welders qualified to perform such a weld.
Any help will be greatly appreciated.
ASME Section IX
API 6A
Every so often our facility needs to repair a bolt hole that was drilled in the wrong place. In the past we have qualified welding procedures to take corrective action. However the welder qualification is very difficult. We have gone through 30-40 coupons on several welders trying to pass these qualifications.
I am unsure if our hole design is best practice. What would a proper bolt hole repair coupon look like?
This picture is how we machine our coupons. I have read that it is easier to do it with a different shape, but I cannot think of where I saw that. Our biggest issue is only having one or two welders qualified to perform such a weld.
Any help will be greatly appreciated.
ASME Section IX
API 6A