ElCidCampeador
Mechanical
Hi,
Pressure vessel designed acc. to ASME VIII Div.1, material SA 516 Gr.60.
This vessel has a shell and an ellipsoidal head 2:1 that have to be welded with a butt weld according to fig. UW 13.1
In particular:
+Shell: I.D. 1220mm
O.D. 1390mm
Thk. 85mm
+Head: I.D. 1200mm
O.D. 1380mm
Starting thk.90mm
M.A.F. thk: 80mm
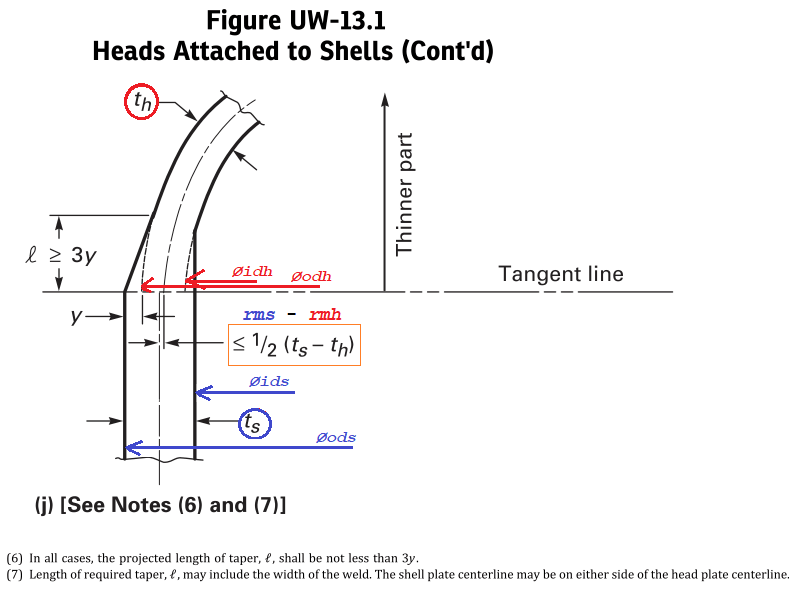
I'm verifying if condition of figure UW-13.1 is ok:
(difference between shell/head centerline)<=1/2(th-ts)
In this case: 7,5<=0,5*(90-85) -> 7,5<=2,5 FALSE
Now I have to weld shell with head, what should I have to do to make it acc. to code? Is necessary an internal/external transition?
Thank you
Pressure vessel designed acc. to ASME VIII Div.1, material SA 516 Gr.60.
This vessel has a shell and an ellipsoidal head 2:1 that have to be welded with a butt weld according to fig. UW 13.1
In particular:
+Shell: I.D. 1220mm
O.D. 1390mm
Thk. 85mm
+Head: I.D. 1200mm
O.D. 1380mm
Starting thk.90mm
M.A.F. thk: 80mm
I'm verifying if condition of figure UW-13.1 is ok:
(difference between shell/head centerline)<=1/2(th-ts)
In this case: 7,5<=0,5*(90-85) -> 7,5<=2,5 FALSE
Now I have to weld shell with head, what should I have to do to make it acc. to code? Is necessary an internal/external transition?
Thank you