I have a question about price of a manufactured part. I would only need one. Probably made with milling.
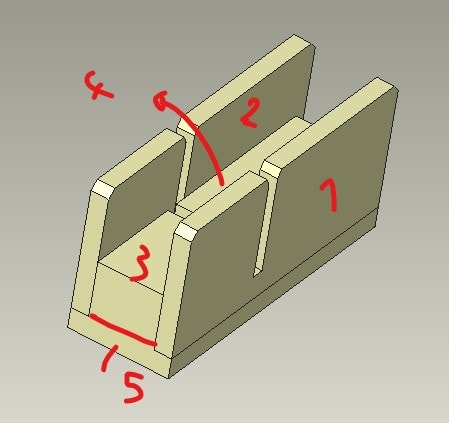
I'm creating a new design for a tool on the picture bellow:
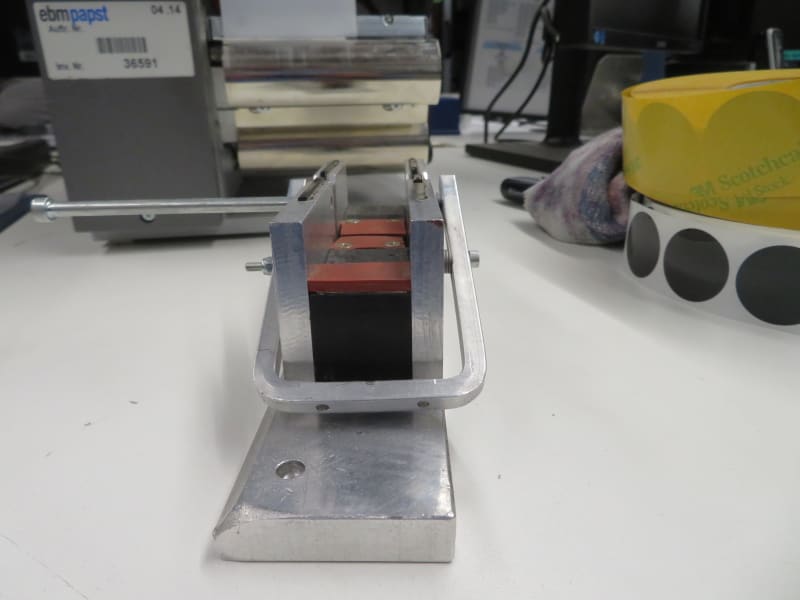
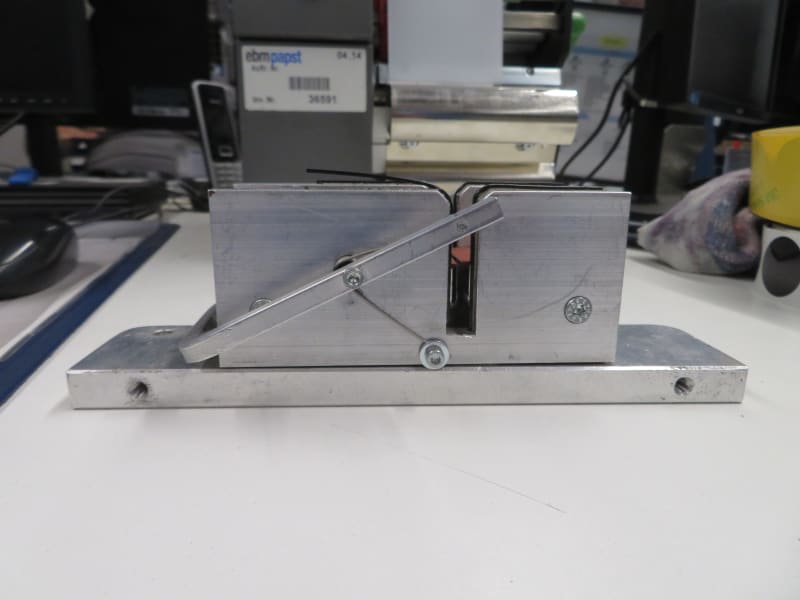
Would it be cheaper to manufacture this design from one part, or to manufacture separate parts (5 parts in total) and assemble them with screws? Off course this design is not finished yet, I'm only wondering for current design.
Material is aluminium.
Thank you in advance!
Best regards!
I'm creating a new design for a tool on the picture bellow:
Would it be cheaper to manufacture this design from one part, or to manufacture separate parts (5 parts in total) and assemble them with screws? Off course this design is not finished yet, I'm only wondering for current design.
Material is aluminium.
Thank you in advance!
Best regards!