Kalabagh
Mechanical
- Mar 16, 2016
- 8
Hey there,
My question is very simple.
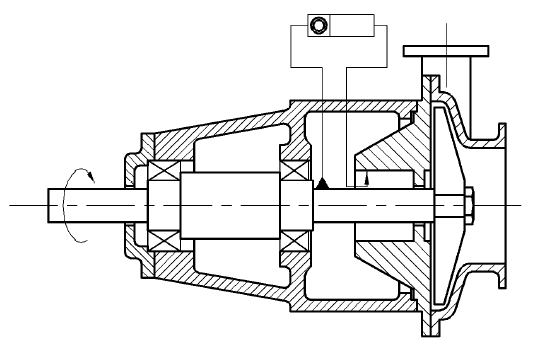
Which would be the phisical procedure to validate/measure the concentricity of a shaft into a hub like the ones of the picture:
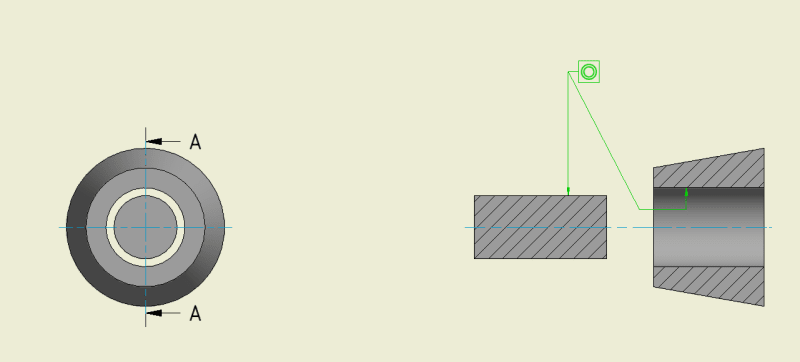
As it can be seen, I can't use the external cylindric wall of the hub because it is conical and, let's say, it has a low quality surface finish.
This eccentricity would come from the fact that the hub is part of a subassembly and the shaft comes from another and, once assembled, the circular clearance in between is finally filled by a precise or fragile part that implies certain concentricity between the shaft and the hub to be validated before.
Thanks in advance.
My question is very simple.
Which would be the phisical procedure to validate/measure the concentricity of a shaft into a hub like the ones of the picture:
As it can be seen, I can't use the external cylindric wall of the hub because it is conical and, let's say, it has a low quality surface finish.
This eccentricity would come from the fact that the hub is part of a subassembly and the shaft comes from another and, once assembled, the circular clearance in between is finally filled by a precise or fragile part that implies certain concentricity between the shaft and the hub to be validated before.
Thanks in advance.