Hi, I hope someone can help me. I’m having problems with our manufacturing partners not being able to control the final dimensions of a spring clip.
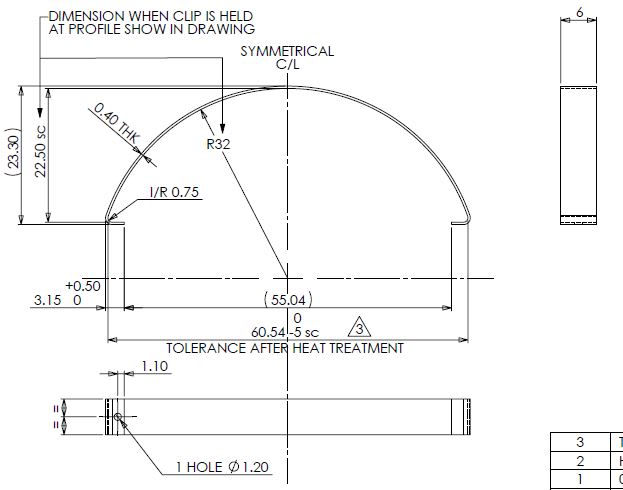
The clip is as shown in the image below. The problem is they can’t maintain the 60.54 dimension with in a tolerance of +0/-5mm. After forming the dimension can vary but this isn’t the big problem (but it is an issue); because after heat treatment it can vary again by up to an additional 8 mm in any direction. How can they resolve this?
They have tried widening the clip to get a better cross-sectional area to length ratio (increasing the 6mm dimension). This seems to have little effect.
The material of manufacture is:- GB/T 1222 65Mn Spring steel.
The forming press is a 16T press.
Heat treatment :- Quenching temperature 830°c, tempering temperature 450°c, heat treatment duration 1.5hrs.
Any ideas why the final product 60.54 dimension is so inconsistent?
The clip is as shown in the image below. The problem is they can’t maintain the 60.54 dimension with in a tolerance of +0/-5mm. After forming the dimension can vary but this isn’t the big problem (but it is an issue); because after heat treatment it can vary again by up to an additional 8 mm in any direction. How can they resolve this?
They have tried widening the clip to get a better cross-sectional area to length ratio (increasing the 6mm dimension). This seems to have little effect.
The material of manufacture is:- GB/T 1222 65Mn Spring steel.
The forming press is a 16T press.
Heat treatment :- Quenching temperature 830°c, tempering temperature 450°c, heat treatment duration 1.5hrs.
Any ideas why the final product 60.54 dimension is so inconsistent?