GarethMcGrory
Mechanical
- Jun 26, 2013
- 16
Hello all,
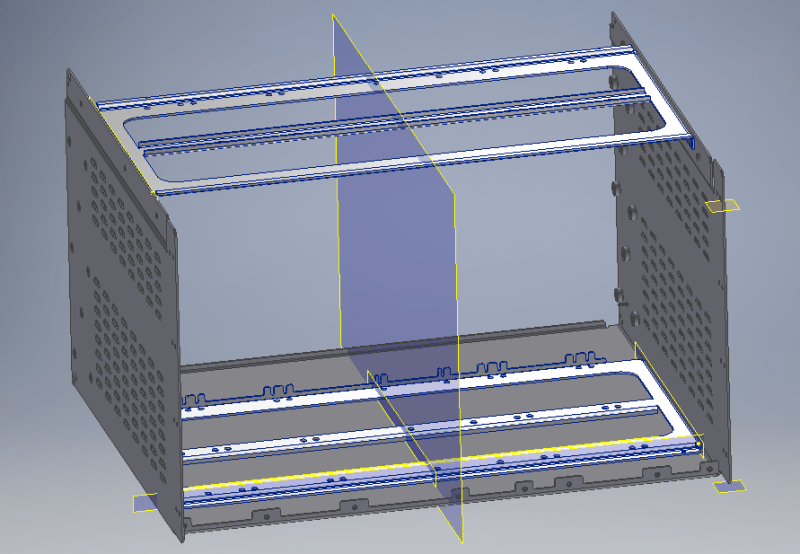
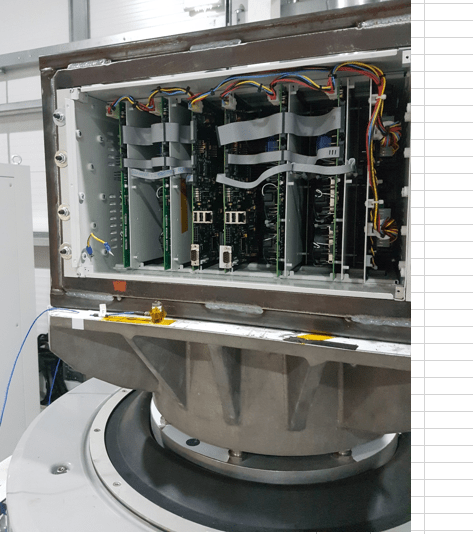
During recent testing of an electronic chassis, the corners at the floor are suffering cracking as show in attached photo.
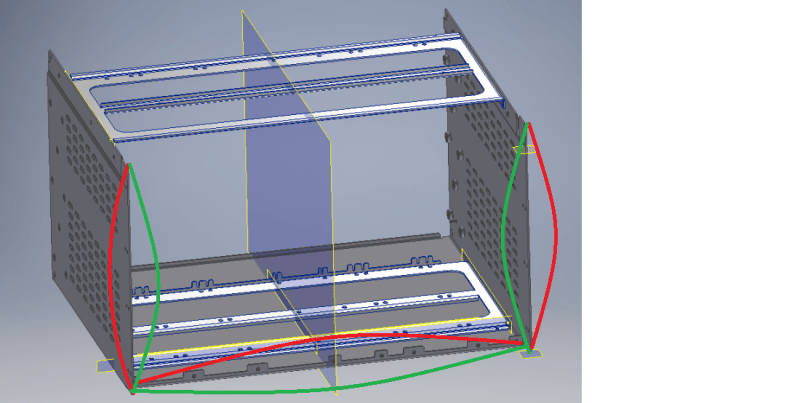
Initially there was no corner relief in the design, which I changed to have corner relief. Picture attached also to show the area which is showing cracking. However even with the corner relief, cracking has occurred.
The failure is happening in the up/down axis of bump.
I am thinking of welding the seam fully to prevent this.
Questions:
1. will welding the seams fully, be sufficient?
2. Is it likely some internal bracing is required to prevent any cracking?
3. Any other suggestions as to a simple solution to my problem?
Alll ideas welcomed, thanks for taking time to read
Regards
Gareth
During recent testing of an electronic chassis, the corners at the floor are suffering cracking as show in attached photo.
Initially there was no corner relief in the design, which I changed to have corner relief. Picture attached also to show the area which is showing cracking. However even with the corner relief, cracking has occurred.
The failure is happening in the up/down axis of bump.
I am thinking of welding the seam fully to prevent this.
Questions:
1. will welding the seams fully, be sufficient?
2. Is it likely some internal bracing is required to prevent any cracking?
3. Any other suggestions as to a simple solution to my problem?
Alll ideas welcomed, thanks for taking time to read
Regards
Gareth