Hi guys
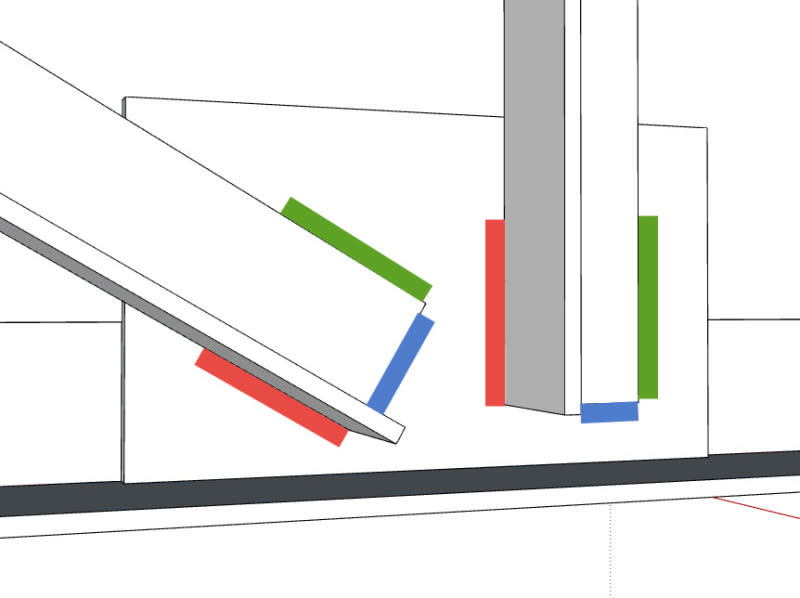
in our office we have a debate about the best welding of the angle section on a gusset plate.
See attached image. I have my own theory and my colleagues also they own one. Now I wanted to extend the debate on this forum to get maybe some new ideas.
Where and how would you weld the angle section on the gusset plate?
Lolobau

in our office we have a debate about the best welding of the angle section on a gusset plate.
See attached image. I have my own theory and my colleagues also they own one. Now I wanted to extend the debate on this forum to get maybe some new ideas.
Where and how would you weld the angle section on the gusset plate?
Lolobau