FabproHelp
Mechanical
- Dec 1, 2015
- 64
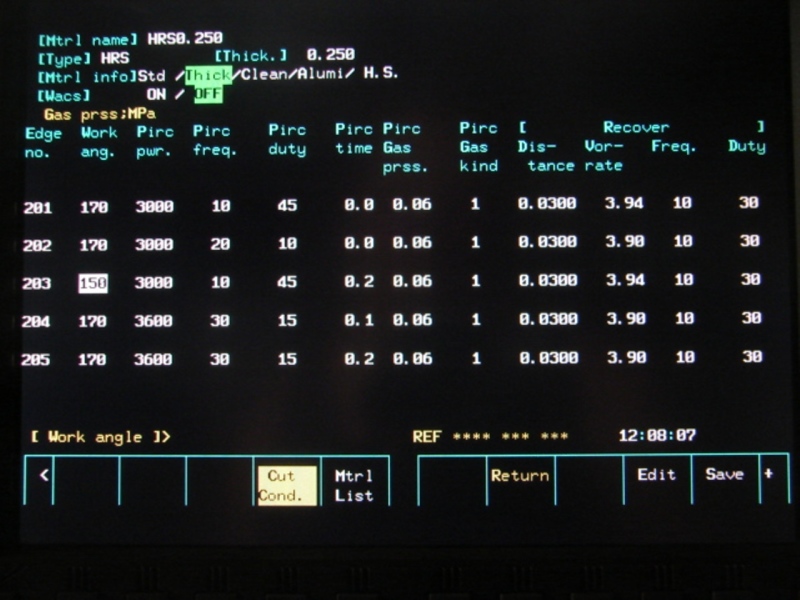
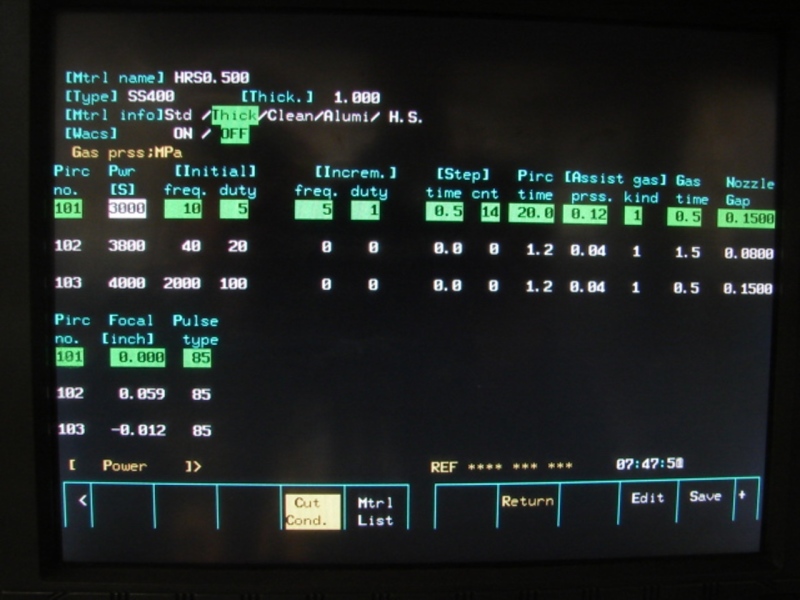
We have an Amada FO 3015 laser and we were wondering what other people use for cut conditions for 1/2" steel. Our cut has been inconsistent to say the least. The Amada manual that come with our laser says that we need to use the WACS. Although we don't have anything here setup for the water assist. Does anybody else cut 1/2" without water assist? If so what kind of cut conditions do you use? including nozzle size and everything please. This would be a great help for us. Thank you for all your responses.