Hi,
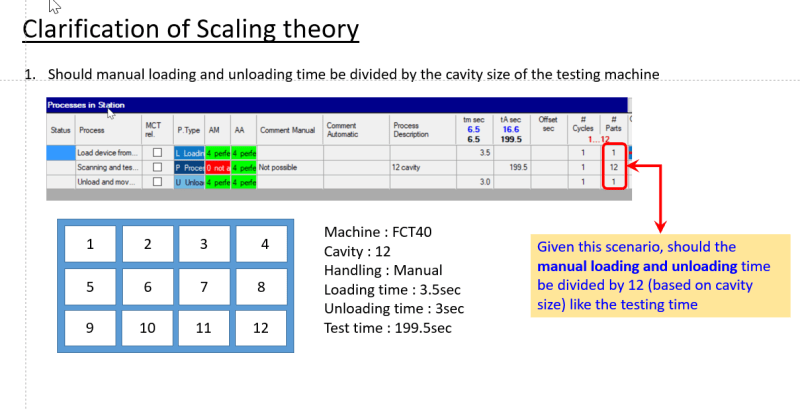
I have been faced with a challenge at work. I have a testing machine which has an operator to load and unload. After the load the machine operates automatically. Because the machine test time is high and we are unable to meet the Target Cycle time, we have made a machine with multiple cavities. In which case my operator will just load into multiple cavities but each cavity will operate immediately after loading, irrelevant of what is happening in the other cavities. This how the cycle time calculation is done.
Using 1 cavity
Loading - 3sec
Testing - 200sec
Unloading - 3sec
Giving CT per piece if 206sec
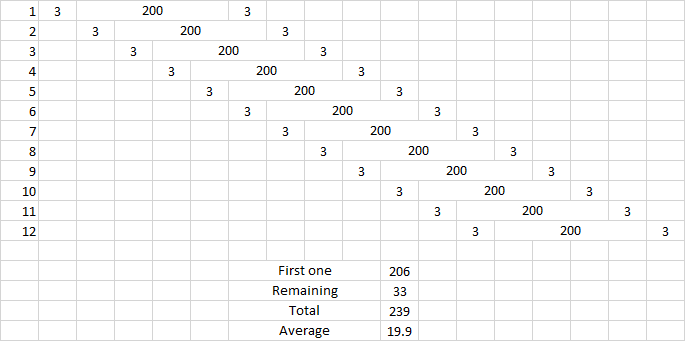
Using 12 cavity machine
Loading 3 sec
Testing : 200/12 = 16.7sec
Unloading : 3sec
Giving cycle time per piece of 22.7sec
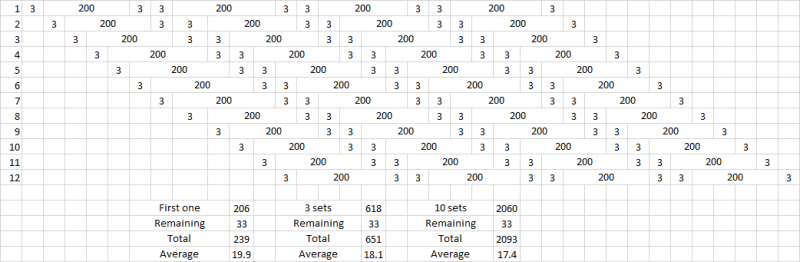
But my team feel that the Loading and unloading time should also be divided by 12:
Using 12 cavity machine
Loading 3/12 = 0.25sec
Testing : 200/12 = 16.7sec
Unloading : 3/12 = 0.25sec
Giving cycle time per piece of 17.2sec
Below is a pictorial explanation of the situation.
Could you kindly advice please.
I have been faced with a challenge at work. I have a testing machine which has an operator to load and unload. After the load the machine operates automatically. Because the machine test time is high and we are unable to meet the Target Cycle time, we have made a machine with multiple cavities. In which case my operator will just load into multiple cavities but each cavity will operate immediately after loading, irrelevant of what is happening in the other cavities. This how the cycle time calculation is done.
Using 1 cavity
Loading - 3sec
Testing - 200sec
Unloading - 3sec
Giving CT per piece if 206sec
Using 12 cavity machine
Loading 3 sec
Testing : 200/12 = 16.7sec
Unloading : 3sec
Giving cycle time per piece of 22.7sec
But my team feel that the Loading and unloading time should also be divided by 12:
Using 12 cavity machine
Loading 3/12 = 0.25sec
Testing : 200/12 = 16.7sec
Unloading : 3/12 = 0.25sec
Giving cycle time per piece of 17.2sec
Below is a pictorial explanation of the situation.
Could you kindly advice please.