RattlinBog
Structural
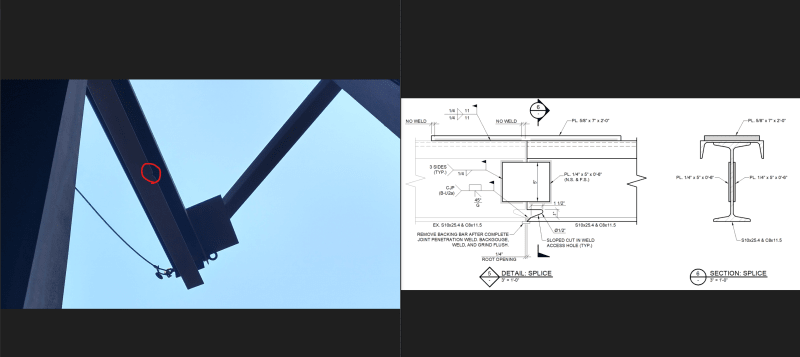
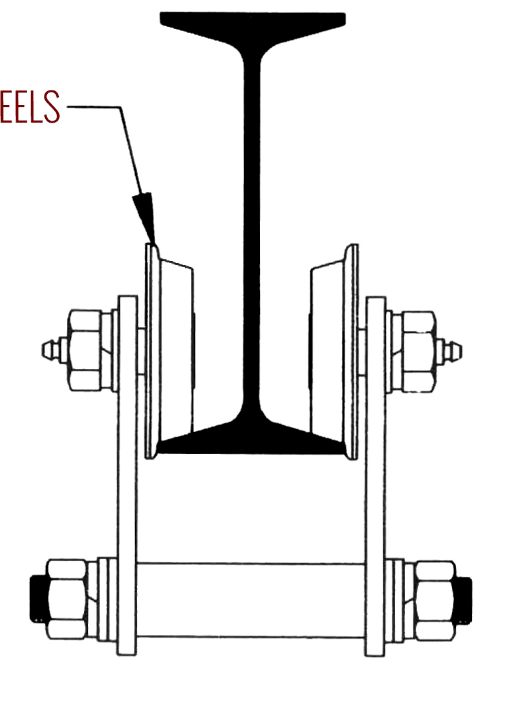
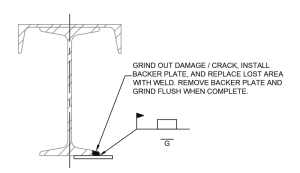
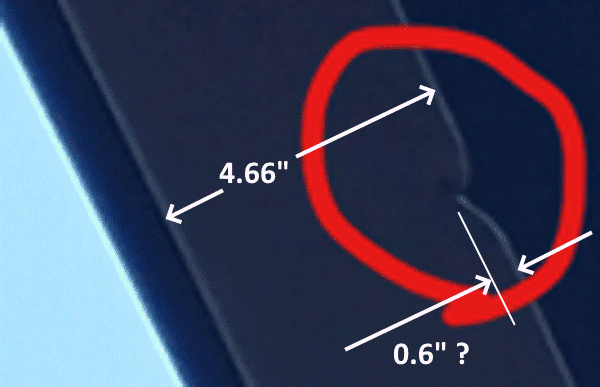
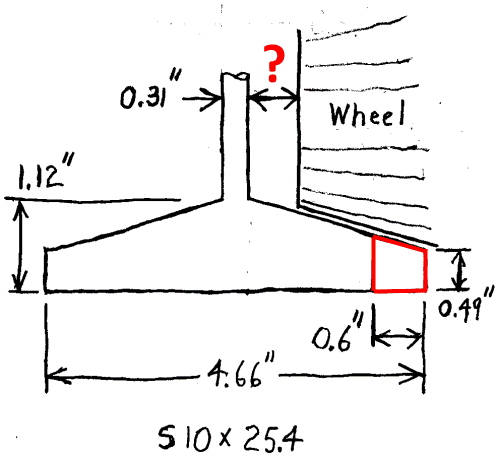
Attached is a photo showing some damage to the overhanging portion of a 4-ton S10x25.4 & C8x11.5 monorail beam, as well as a preliminary splice detail for a potential repair. I'm not sure how the bottom flange got damaged, but I caught it and need to do something about it. My initial thought was to cut away 4 ft of the beam to remove the damage and then splice in a new piece. Then I got to thinking that maybe there's a way to make the repair more localized to just the bottom flange.
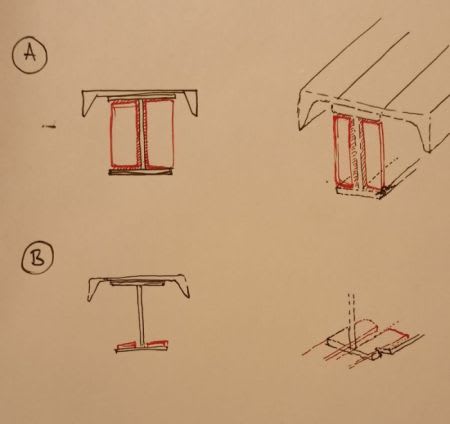
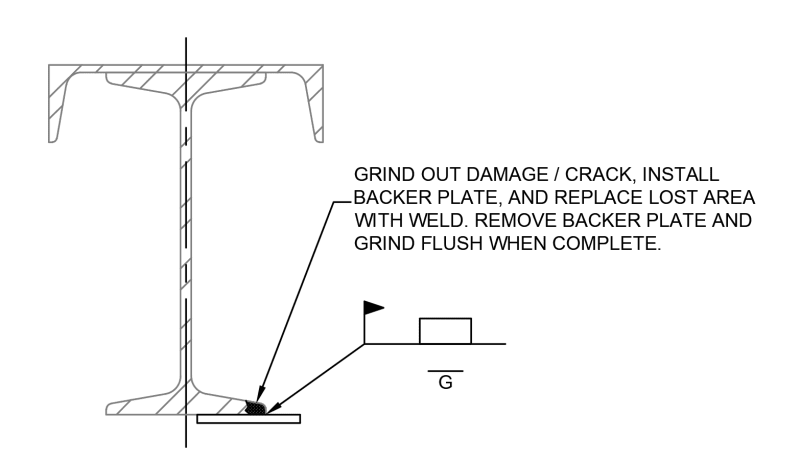
My question is, does anyone have a creative way to repair just the bottom flange near the damage? Could I grind/cut out the damage and either fill with lots of weld and grind smooth (couldn't be a very large area) or replace with a small chunk of new S10 bottom flange and full-pen weld? I'm leery about future fatigue or other issues with such a repair, though.
If splicing in a new length of beam is my only option, does anyone see issues with my splice detail? I've run the numbers. The couple things I'm unconfident about are fatigue issues that may be inherent with my detail and if there are any problems with using a single plate for the top instead of trying to CJP weld the new channel and S10 to existing. My assumption is that trying to weld the channels and S10 top flanges together would be near impossible.
My question is, does anyone have a creative way to repair just the bottom flange near the damage? Could I grind/cut out the damage and either fill with lots of weld and grind smooth (couldn't be a very large area) or replace with a small chunk of new S10 bottom flange and full-pen weld? I'm leery about future fatigue or other issues with such a repair, though.
If splicing in a new length of beam is my only option, does anyone see issues with my splice detail? I've run the numbers. The couple things I'm unconfident about are fatigue issues that may be inherent with my detail and if there are any problems with using a single plate for the top instead of trying to CJP weld the new channel and S10 to existing. My assumption is that trying to weld the channels and S10 top flanges together would be near impossible.