mechengineer
Mechanical
- Apr 19, 2001
- 266
Hi Experts in shell & tube heat exchanger thermal design,
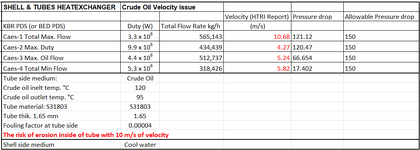
Kindly advise the design velocity for fluid (like cruel oil) recommended from TEMA and which para. is in TEMA.
Thanks
Kindly advise the design velocity for fluid (like cruel oil) recommended from TEMA and which para. is in TEMA.
Thanks