Fooooks
Mechanical
- Sep 15, 2016
- 48
Hello all,
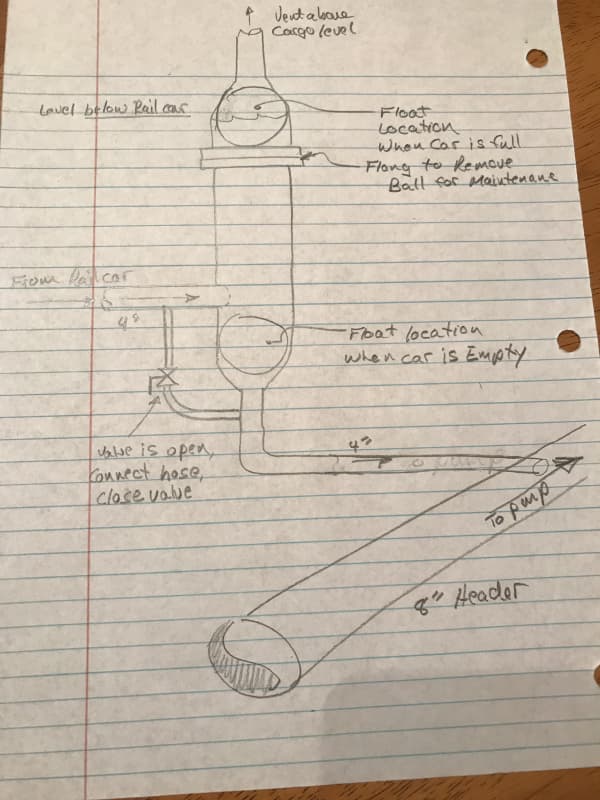
I am having difficulty determining the amount of air that will be pulled into the suction piping when one of our rail cars empties, but the pump is still pumping remaining rail cars. This is the basic scenario:
We are unloading 4 rail cars with a centrifugal pump. When the railcars are full, the pump is producing 1,500 GPM @ approximately 62 ft of head. The railcars go into an 8" header pipe, each using a 4" hose. Naturally, the railcar closest to the pump will drain first; when it does, (if there is no one to close the valve to the unloaded railcar) the pump will continue to run and now pull air into the system. At this point there are 3 railcars with product in them and 1 without product. I am trying to determine the amount of air entering the suction piping from this empty railcar.
I used the same pump and assumed it was just pumping air by itself from the railcar. I used AFT Fathom and it showed that it would pump approx. 1150 GPM of air @ 91.61 ft of head. I have never ran a calculation similar to this before. I do not know how I should go about calculating the amount of air entering this mixed phase system.
Any guidance on this would be greatly appreciated. I need the amount of air entering the system to size an air eliminator on the discharge of the pump.
Thank you kindly.
I am having difficulty determining the amount of air that will be pulled into the suction piping when one of our rail cars empties, but the pump is still pumping remaining rail cars. This is the basic scenario:
We are unloading 4 rail cars with a centrifugal pump. When the railcars are full, the pump is producing 1,500 GPM @ approximately 62 ft of head. The railcars go into an 8" header pipe, each using a 4" hose. Naturally, the railcar closest to the pump will drain first; when it does, (if there is no one to close the valve to the unloaded railcar) the pump will continue to run and now pull air into the system. At this point there are 3 railcars with product in them and 1 without product. I am trying to determine the amount of air entering the suction piping from this empty railcar.
I used the same pump and assumed it was just pumping air by itself from the railcar. I used AFT Fathom and it showed that it would pump approx. 1150 GPM of air @ 91.61 ft of head. I have never ran a calculation similar to this before. I do not know how I should go about calculating the amount of air entering this mixed phase system.
Any guidance on this would be greatly appreciated. I need the amount of air entering the system to size an air eliminator on the discharge of the pump.
Thank you kindly.