Ashwani Kumar
Mechanical
- Apr 17, 2021
- 12
Dear Respected Members and Welding Experts.
i have to prepare the PWHT cycle for butt weld A 106 Gr.b Pipe joints and Tee joints with pipe and #300 wnrf flanges (carbon steel)for below section size :-
a) 2" sch 160 (t=8.74mm)
b) 2" sch xs (t=5.54mm)
c) 2" sch 40s (t=3.91mm)
As per WPS -
Interpass Temp = 150-200 deg C
soaking temperature is 600±10 deg C
soaking time is 2-3 hour
Filler wire is ER70S-2,F No.-6 & A No.-1,
As per ASME SEC VIII
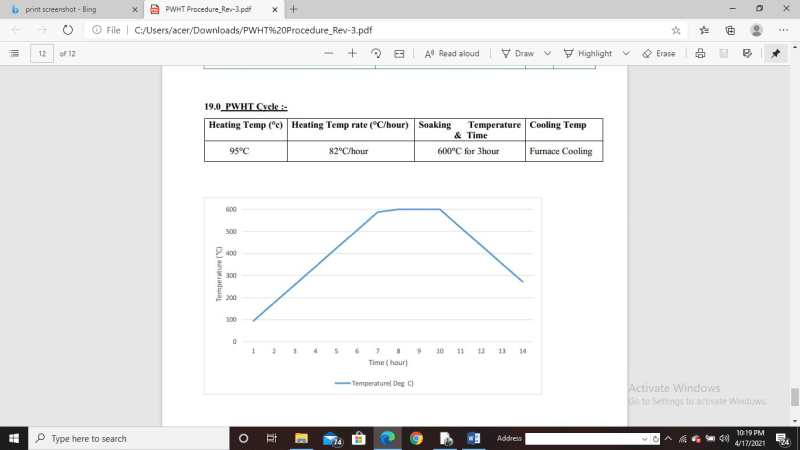
I have selected following Data for PWHT cycle
1. Heating Temperature = 95 deg C
2. Heating Rate = 83 deg C /hr
3.soaking rate= 600 dec & 3 Hour
4. Cooling Rate= Furnace cooling .
Please guide and correct me, if i am wrong ,As i know that there is not the requirement of PWHT for these thickness ,But as per the requirement of project it is required ,but after PWHT the maximum hardness is limited to PWHT.
i am well aware that due to oxidation rarely the hardness some time greater than 200BHN and is there any chances of induced cracking if selected the wrong parameter for PWHT .
Thank you very much in advance for supporting me .
i have to prepare the PWHT cycle for butt weld A 106 Gr.b Pipe joints and Tee joints with pipe and #300 wnrf flanges (carbon steel)for below section size :-
a) 2" sch 160 (t=8.74mm)
b) 2" sch xs (t=5.54mm)
c) 2" sch 40s (t=3.91mm)
As per WPS -
Interpass Temp = 150-200 deg C
soaking temperature is 600±10 deg C
soaking time is 2-3 hour
Filler wire is ER70S-2,F No.-6 & A No.-1,
As per ASME SEC VIII
I have selected following Data for PWHT cycle
1. Heating Temperature = 95 deg C
2. Heating Rate = 83 deg C /hr
3.soaking rate= 600 dec & 3 Hour
4. Cooling Rate= Furnace cooling .
Please guide and correct me, if i am wrong ,As i know that there is not the requirement of PWHT for these thickness ,But as per the requirement of project it is required ,but after PWHT the maximum hardness is limited to PWHT.
i am well aware that due to oxidation rarely the hardness some time greater than 200BHN and is there any chances of induced cracking if selected the wrong parameter for PWHT .
Thank you very much in advance for supporting me .