JNieman
Aerospace
- Mar 26, 2014
- 1,128
Referencing ASME Y14.5-2009
I'm looking at section 4.12.2 and referencing Figures 4-25 and 4-26.
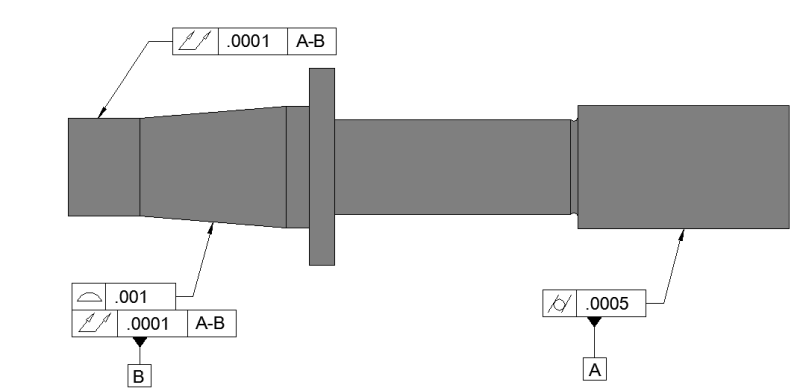
I have a question regarding the best/proper practice in holding or simulating datums on a part, to inspect total runout. The situation I'm faced with is a single datum axis simulated by two coaxial features, one being cylindrical, the other conical. Below is a rudimentary sketch simulating my part.
If we are to create a tapered ring to match the nominal condition of the conical feature -B- and a ring to simulate the cylindrical -A-, I'm not so sure how this really, functionally, plays out. I am having trouble wrapping my head around how successful this inspection method would be. Is there a fundamental flaw in my imagined setup, or in the nature of the features establishing a datum?
To ease setup, should I instead have a ring for both features, letting the taper simply settle at a single location? That would use -a- center -point- of the centerline of datum B, though. I'm a little confused.
Does anyone have some insight into how to approach this situation? Assuming I'm correct in how I am applying a datum established by two coaxial features (correct me if I'm wrong) this is more of an inspection method / gaging question, but I don't know a better place to ask.
Thank you in advance.
I'm looking at section 4.12.2 and referencing Figures 4-25 and 4-26.
I have a question regarding the best/proper practice in holding or simulating datums on a part, to inspect total runout. The situation I'm faced with is a single datum axis simulated by two coaxial features, one being cylindrical, the other conical. Below is a rudimentary sketch simulating my part.
If we are to create a tapered ring to match the nominal condition of the conical feature -B- and a ring to simulate the cylindrical -A-, I'm not so sure how this really, functionally, plays out. I am having trouble wrapping my head around how successful this inspection method would be. Is there a fundamental flaw in my imagined setup, or in the nature of the features establishing a datum?
To ease setup, should I instead have a ring for both features, letting the taper simply settle at a single location? That would use -a- center -point- of the centerline of datum B, though. I'm a little confused.
Does anyone have some insight into how to approach this situation? Assuming I'm correct in how I am applying a datum established by two coaxial features (correct me if I'm wrong) this is more of an inspection method / gaging question, but I don't know a better place to ask.
Thank you in advance.