dthom0425
Mechanical
- Dec 6, 2018
- 47
Hi all,
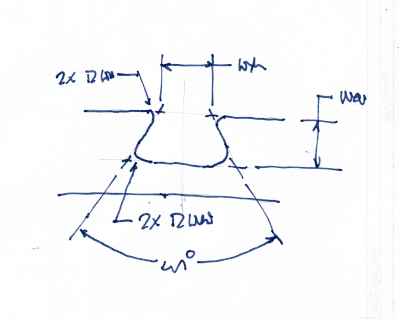
I have a plate that has a dovetail groove cut into it for a gasket. Link below to a somewhat similar dovetail groove to get my point across.
Link
Keep in mind this dovetail groove is a tool path around the entire perimeter of the plate and not just a local feature.
So my issue is that, someone gave the major diameter of the dovetail a positional tolerance and made it a datum feature. Also, they controlled the neck diameter of the groove with a positional tolerance back to the datum feature established by the major diameter of the dovetail.
I feel like this isn't correct. Would you all agree? The dovetail groove is not a true feature of size (locally it is) since it routes around the entire perimeter of the part.
I guess I was thinking a profile tolerance could take care of the entire grove back to the main datum reference frame. Or maybe even a profile tolerance with additional MMC positional tolerance (like Fig 8-24 Y14.5-2009)..but that may be overkill.
Any suggestions?
Thank you
I have a plate that has a dovetail groove cut into it for a gasket. Link below to a somewhat similar dovetail groove to get my point across.
Link
Keep in mind this dovetail groove is a tool path around the entire perimeter of the plate and not just a local feature.
So my issue is that, someone gave the major diameter of the dovetail a positional tolerance and made it a datum feature. Also, they controlled the neck diameter of the groove with a positional tolerance back to the datum feature established by the major diameter of the dovetail.
I feel like this isn't correct. Would you all agree? The dovetail groove is not a true feature of size (locally it is) since it routes around the entire perimeter of the part.
I guess I was thinking a profile tolerance could take care of the entire grove back to the main datum reference frame. Or maybe even a profile tolerance with additional MMC positional tolerance (like Fig 8-24 Y14.5-2009)..but that may be overkill.
Any suggestions?
Thank you