dtimberlake
Mechanical
- Oct 31, 2024
- 63
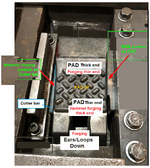
We've been induction heating some 15 lb parts to join them with silver solder for years.
There have been issues from time-to-time over the years, but for some time now the joints have been consistently strong.
Yesterday 34 assemblies were "shear tested", and 27 failed at surprisingly low force levels.
Our investigations are just beginning.
I'd like to confirm if there is a complete coating of silver solder on both of the fracture faces.
Is there an etchant that will differentiate between the steel/iron and silver solder?
I've used Naval Jelly to etch Steel to pretty successfully evaluate welds and reveal obliterated serial numbers etc.
Thanks,
Dan T
There have been issues from time-to-time over the years, but for some time now the joints have been consistently strong.
Yesterday 34 assemblies were "shear tested", and 27 failed at surprisingly low force levels.
Our investigations are just beginning.
I'd like to confirm if there is a complete coating of silver solder on both of the fracture faces.
Is there an etchant that will differentiate between the steel/iron and silver solder?
I've used Naval Jelly to etch Steel to pretty successfully evaluate welds and reveal obliterated serial numbers etc.
Thanks,
Dan T