Veer007 said:
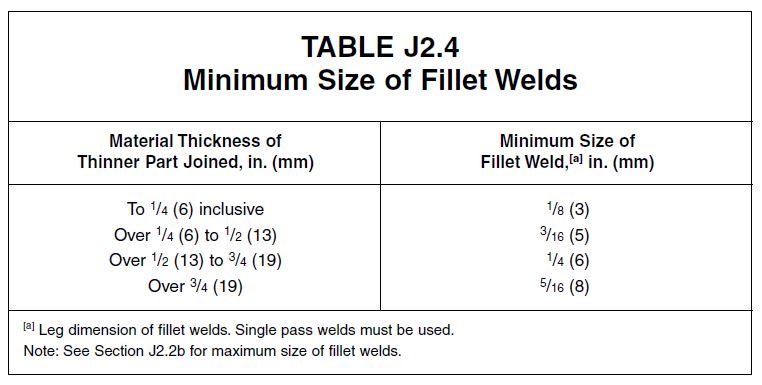
A max fillet weld size should be 19mm.
As long as the size is not restricted by geometry (at edge of plate) as discussed above, there is no code provision that enforces a maximum weld size - you can make a fillet weld as large as you want.
Veer007 said:
t-1/16" is for lap joint only. also, we don't exceed 19mm if it is fillet weld right?
The t-1/16" is only applicable when the edge of a weld can melt the edge of the plate. There is no requirement to not exceed 19mm (other than economy). See image below showing different situations where the weld size is limited by an edge.
Veer007 said:
But if it is T-joint, there is no max weld size, we could use a fillet weld size more than 19mm?
Correct, the code does not limit the size of the fillet weld as long as there is not a geometry issue. However, a T-joint may still have a geometry that limits the weld size - see last picture in image above
Veer007 said:
or We could use PJP or CJP whether required,
Correct.
Veer007 said:
I could use a 25mm size fillet weld for a 19mm thick plate if it is T-Joint?
Correct, the code does not limit the size of the fillet weld as long as there is not a geometry issue.
Veer007 said:
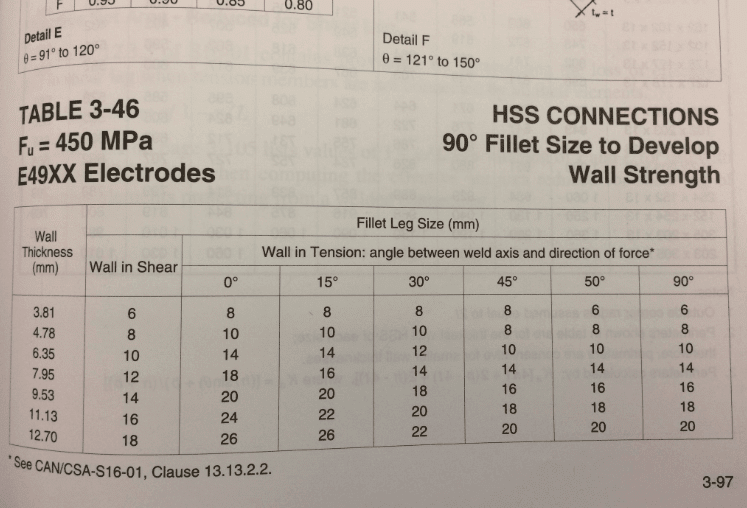
From the CISC table 3-46, this is a T-Joint, also we can use fillet weld size larger than HSS wall thickness and weld size can be exceeded 19mm?
Correct.
Veer007 said:
Except table 8-12, Does anywhere states 19mm is maximum fillet weld size?
As long as the size is not restricted by geometry (at edge of plate) as discussed above, there is no code provision that enforces a maximum weld size - you can make a fillet weld as large as you want. As engineers it is our job to consider the economy of our design and look for the best solution - fillet welds at that size are generally not the most economical solution.
Now I am going to muddy the water a little bit. This is the only other time a maximum fillet weld size is enforced by the code:
If welding weathering steel with a carbon steel electrode (rather than alloy electrodes that replicate the weathering characteristics of the steel). AWS D1.1 limits the weld size to 1/4" (6 mm) for SMAW and 5/16" (8 mm) for FCAW, GMAW and SAW. This limitation does not apply if alloyed electrodes are used.
I should note when I reference the "code" above I am referring to AISC Steel Construction Manual and AWS D1.1
![[ponder]](/data/assets/smilies/ponder.gif "[ponder] [ponder]") Please correct me if I'm wrong
Please correct me if I'm wrong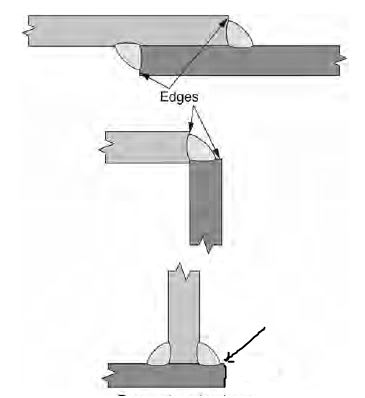
![[2thumbsup]](/data/assets/smilies/2thumbsup.gif "[2thumbsup] [2thumbsup]") , this is what I want.. finally I'm seeing the light at the end of the tunnel.
, this is what I want.. finally I'm seeing the light at the end of the tunnel.