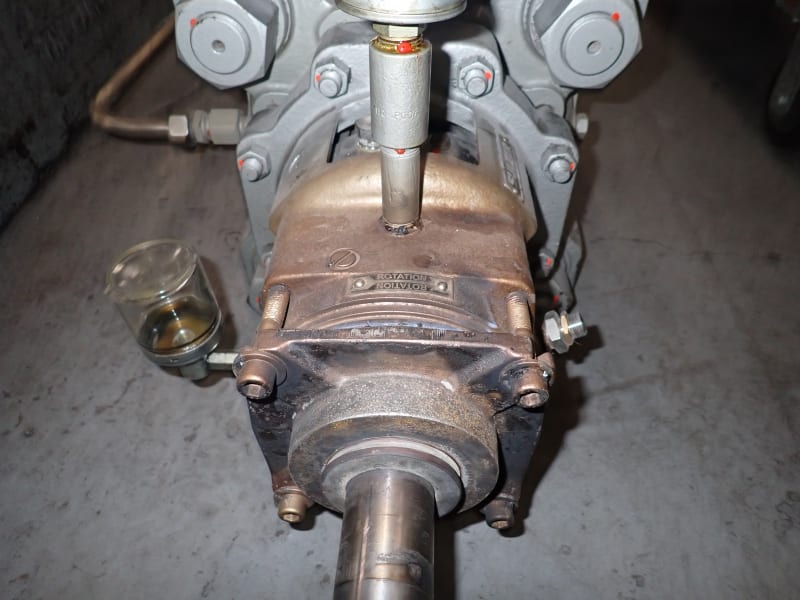
It looks like there is a constant level oiler in the first photo which still has oil in the bulb. At first glance that doesn't look like lack of lube to me.
At our plant the sliding bearing machines have temperature monitoring, but the rolling bearing machines do not (with only a few exceptions). I presume that is partly based on the fact that the rolling bearing machines are smaller, but also we tend to look more toward vibration than temperature for early warning of rolling bearing degradation. Is there any vib monitoring history on this machine? (retrospective review of spectra etc might show some clues). How about oil sample history?
From the first glance at rollers and outer race and shaft, it does not look like typical bearing defect that started small and slowly propogated damage throughout the bearing. Instead it looks more like a relatively rapid failure if I had to guess. Lub failure might fit with rapid failure, but already discussed that. Like 3DDave mentioned, cage failure would fit with rapid failure if there was supposed to be a cage present (are there designs of cylindrical roller bearings without cage?) . If there was supposed to be a cage, I would suspect cage failure was a key event in the failure sequence. Do you have a drawing or sketch of what this bearing is supposed to look like (especially presence or absence of cage)?.
You described it as a fire, that's an unusual description. What was observed that led you to call it a "fire" (maybe it was just fumes from the overheating?)
Can you tell us about the machine history? How long had the machine been operating at the time of the failure (was it just started?, any recent maintenance?) How long had it been installed at the time of the failure? (is it a relatively new installation or operated successfully a long time). If it is a relatively new installation then you might want to look at bearing and lubricant selection parameters closer.
EDIT - added a few more notes:
Can you also describe the machine train in a little more detail? (what is the driver, describe all the bearings, what is the position of the failed bearing, what type of coupling). It may steer in certain directions. Also I'm a little curious how thermal growth is handled (given that a boiler feedpump would be subject to thermal growth, and cylindrical roller bearings are not particularly tolerant of misalignment, and it doesn't look like a spherical bearing seat in the photo as far as I can tell).
I also notice there was evidence of circumferential sliding between the inner ring and the shaft. I guess that could have been either an initiator (sliding causes inner ring heating which squeezes the bearing) or else a downstream effect (bearing failure for other reasons causes heating and maybe more friction torque which encouraged sliding of inner ring relative to shaft). Since the shaft and the inner ring ID are not as discolored as the rest of the bearing I'm inclined to think it was a consequence, but you never know - there are different conditions at play in these two areas. I think the photo is showing that the shaft was threaded for a bearing inner ring locknut... were there any observations about the locknut noted during disassembly? It also renews the interest in maintenance records (was shaft fit recorded and anything recorded about locknut torque or thread compound).
=====================================
(2B)+(2B)' ?