Good morning,
I'd like to ask for your opinion on the following situation:
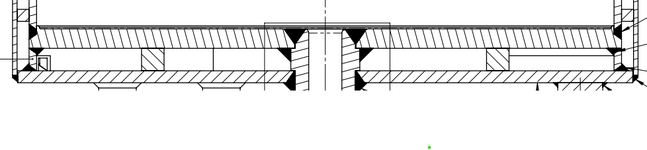
We are working on a small pressure vessel (volume 20 L), designed according to ASME Code, intended for the pharmaceutical industry. The vessel has a fully jacketed shell and bottom. The internal bottom should be slightly sloped towards the centre to ensure complete drainage. Theoretical central drop is 2 mm, which corresponds to approximately 0.75°.
In my opinion, the only correct way to achieve this slope is to completely weld the vessel (at least the inner part), and then machine the bottom to the required inclination. If the slope is created before final welding (e.g., after welding the internal baffles for the jacket but before welding the vessel shell), the shape will inevitably deform during subsequent welding steps – making this approach unreliable.
However, our production department decided to fully weld the vessel and then place it in a press to deform the bottom into the desired slope. In order to achieve permanent deformation, the pressing force must exceed the yield strength of the bottom material (plus account for spring-back). Although the resulting deformation is small – we’re not talking about sharp bends – the principle is still concerning: a pressure vessel must not be subjected to stresses exceeding the MAWP, which, in some areas, is limited to roughly 30% of the yield strength.
Based on our estimates, the pressing operation introduces local stresses approximately five times higher than those corresponding to the MAWP (comparison of internal bottom forces from MAWP vs pressing force).
The ASME code does allow cold forming of certain pressure vessel components, and if the deformation exceeds a certain limit, post-forming heat treatment is required. But does this apply to already welded assemblies as well? Even if it did, this is not simply fabricating a vessel part – this is post-weld deformation of an entire pressure vessel, which feels borderline abusive, and potentially illegal under the Code.
I’m sorry if this message is a bit emotional – I’m genuinely disturbed by the situation and struggling to see how this can be justified from a safety or code-compliance standpoint.
I'd like to ask for your opinion on the following situation:
We are working on a small pressure vessel (volume 20 L), designed according to ASME Code, intended for the pharmaceutical industry. The vessel has a fully jacketed shell and bottom. The internal bottom should be slightly sloped towards the centre to ensure complete drainage. Theoretical central drop is 2 mm, which corresponds to approximately 0.75°.
In my opinion, the only correct way to achieve this slope is to completely weld the vessel (at least the inner part), and then machine the bottom to the required inclination. If the slope is created before final welding (e.g., after welding the internal baffles for the jacket but before welding the vessel shell), the shape will inevitably deform during subsequent welding steps – making this approach unreliable.
However, our production department decided to fully weld the vessel and then place it in a press to deform the bottom into the desired slope. In order to achieve permanent deformation, the pressing force must exceed the yield strength of the bottom material (plus account for spring-back). Although the resulting deformation is small – we’re not talking about sharp bends – the principle is still concerning: a pressure vessel must not be subjected to stresses exceeding the MAWP, which, in some areas, is limited to roughly 30% of the yield strength.
Based on our estimates, the pressing operation introduces local stresses approximately five times higher than those corresponding to the MAWP (comparison of internal bottom forces from MAWP vs pressing force).
The ASME code does allow cold forming of certain pressure vessel components, and if the deformation exceeds a certain limit, post-forming heat treatment is required. But does this apply to already welded assemblies as well? Even if it did, this is not simply fabricating a vessel part – this is post-weld deformation of an entire pressure vessel, which feels borderline abusive, and potentially illegal under the Code.
I’m sorry if this message is a bit emotional – I’m genuinely disturbed by the situation and struggling to see how this can be justified from a safety or code-compliance standpoint.