Muhammad Jami Raza
Mechanical
- Mar 18, 2020
- 21
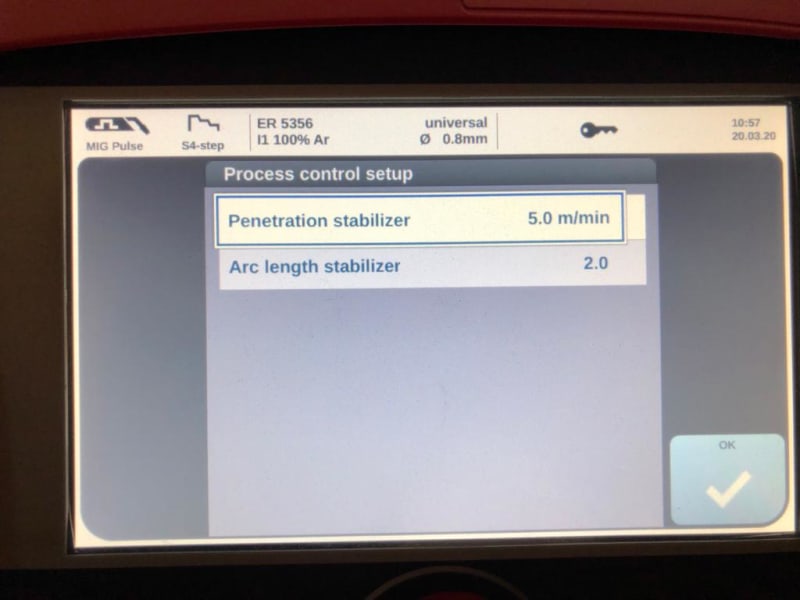
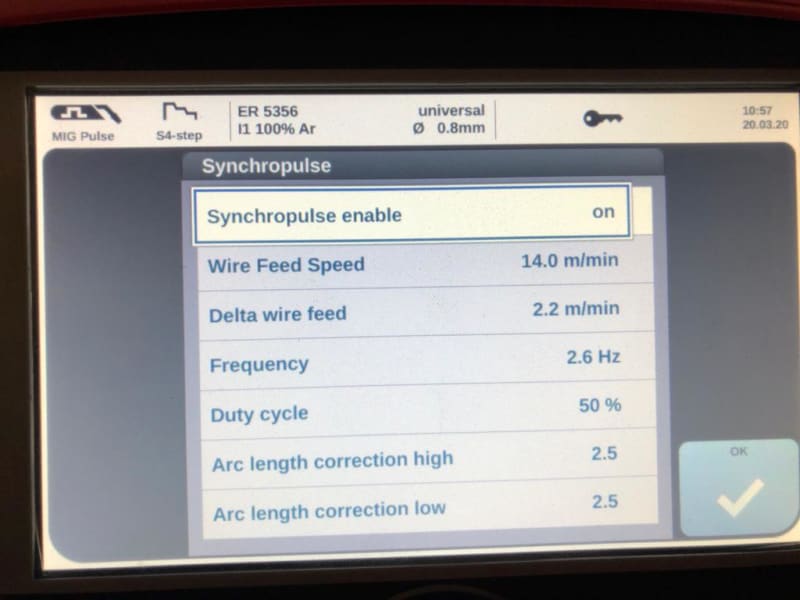
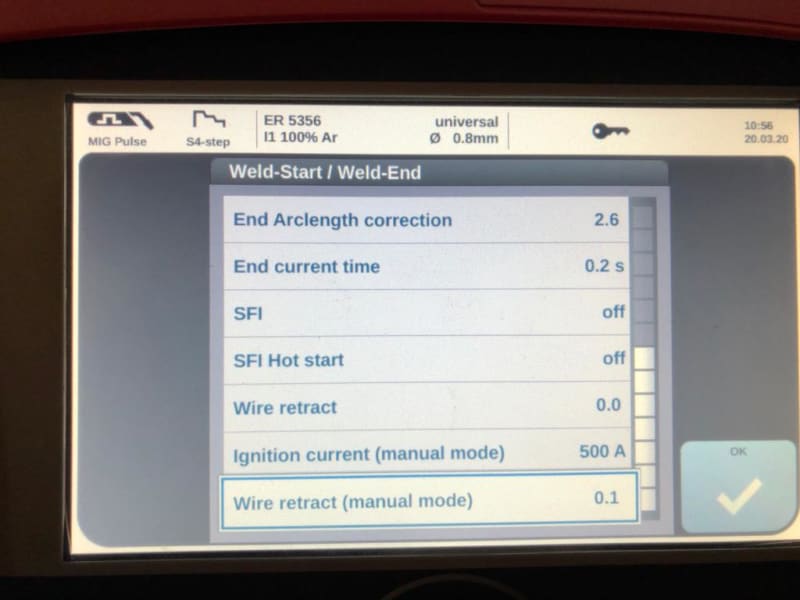
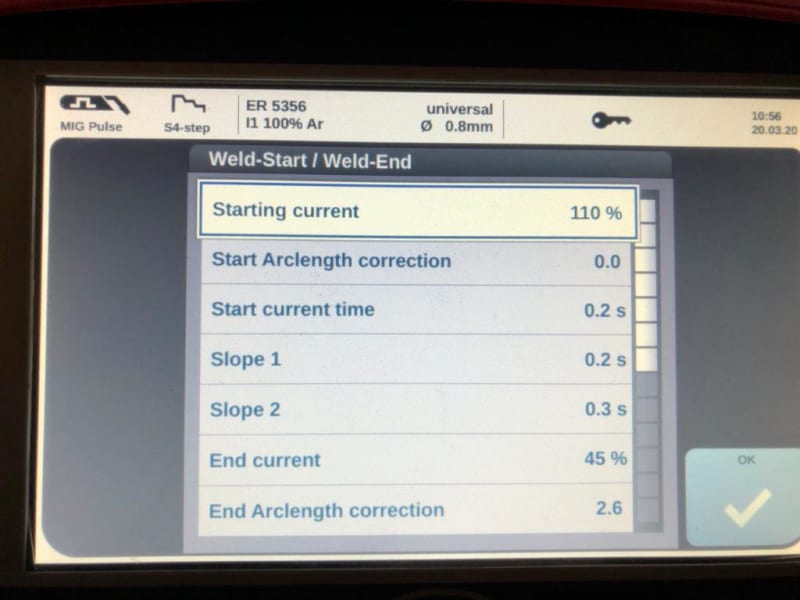
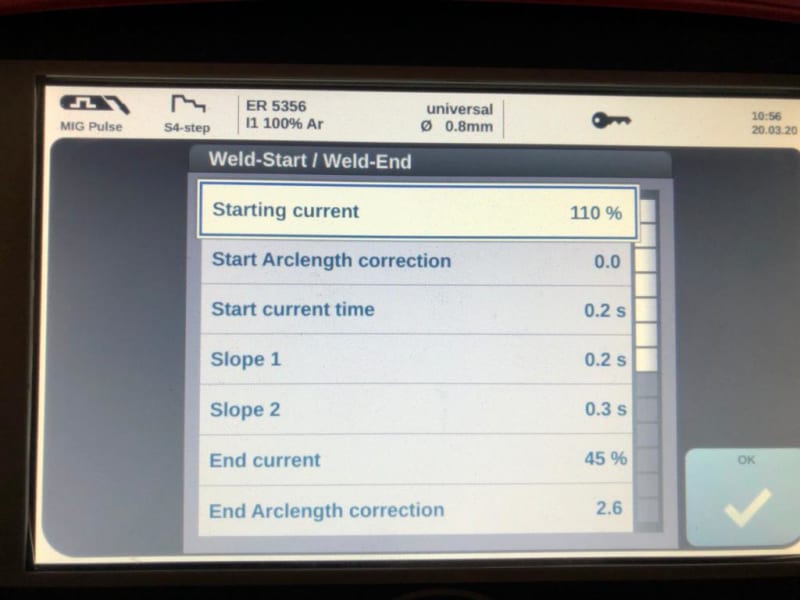
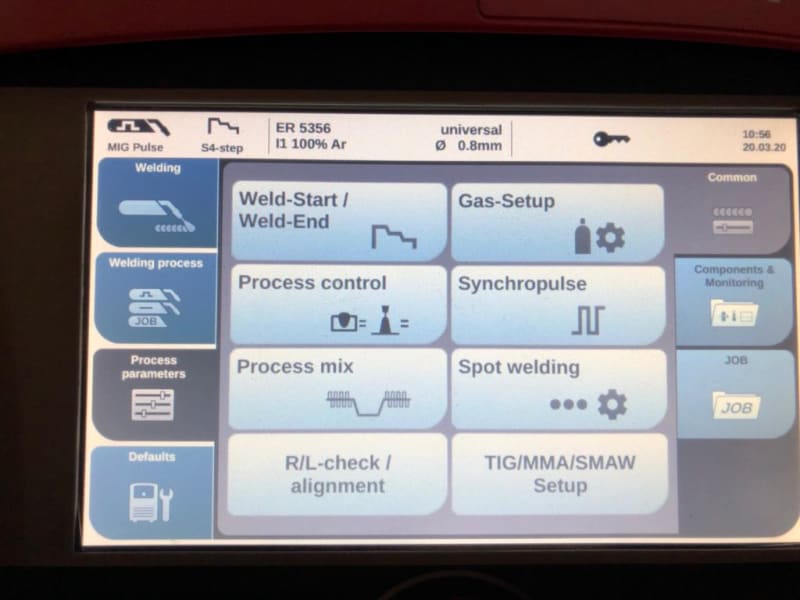
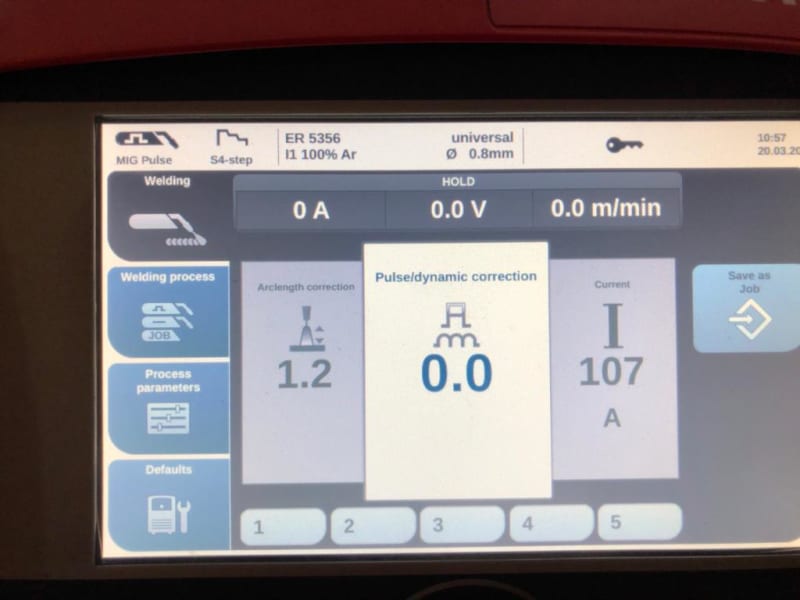
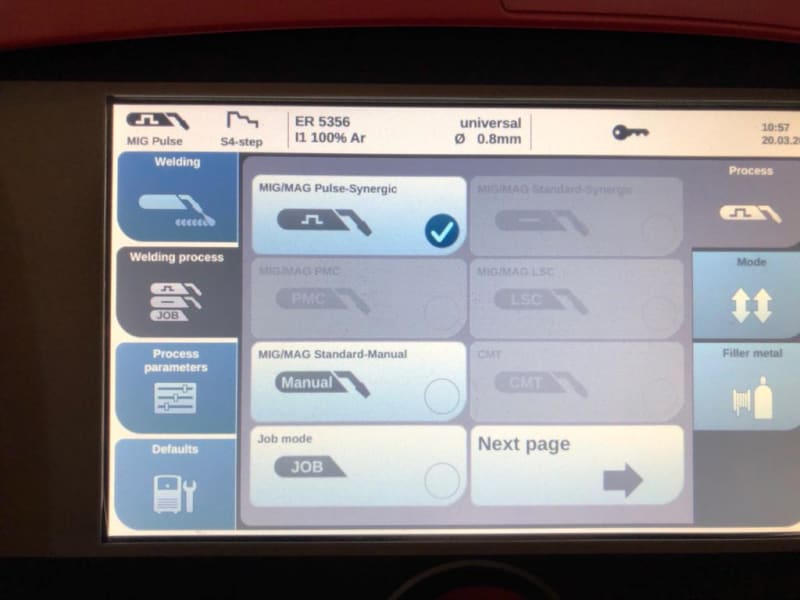
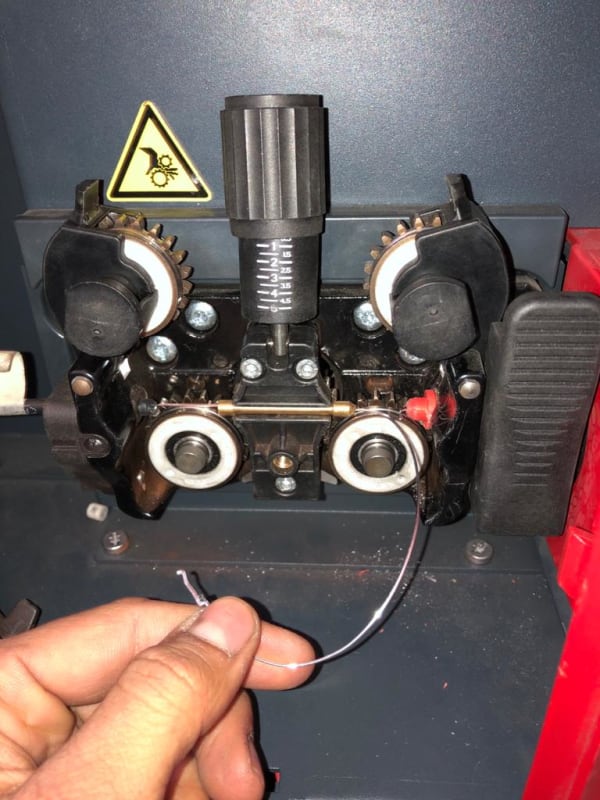
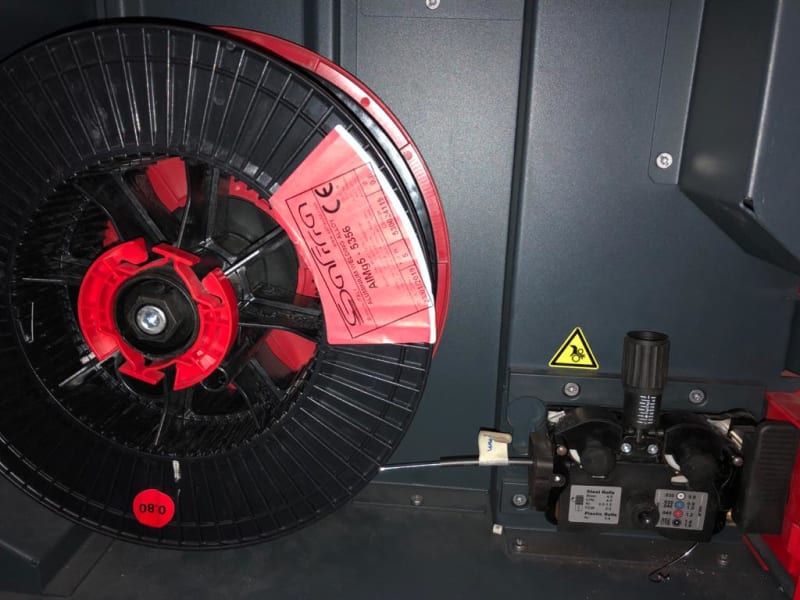
I am trying to weld 0.8mm Aluminium wire with fronius tps 320i,every time i try to weld my tip get burned and bird nesting occurs at the back, my settings are according to weldconnect application which describes 2.1mm material thickness,10m/min wire feed, 85amps current with synergic pulse welding process, there are two more process namely ARC LENGHT CORRECTION & PULSE/DYNAMIC CORRECTION I AM NOT FAMILIAR WITH THEM PLEASE HELP ME WITH THIS I BEEN TRYING FOR TWO DAYS.
THANK YOU VERY MUCH
THANK YOU VERY MUCH