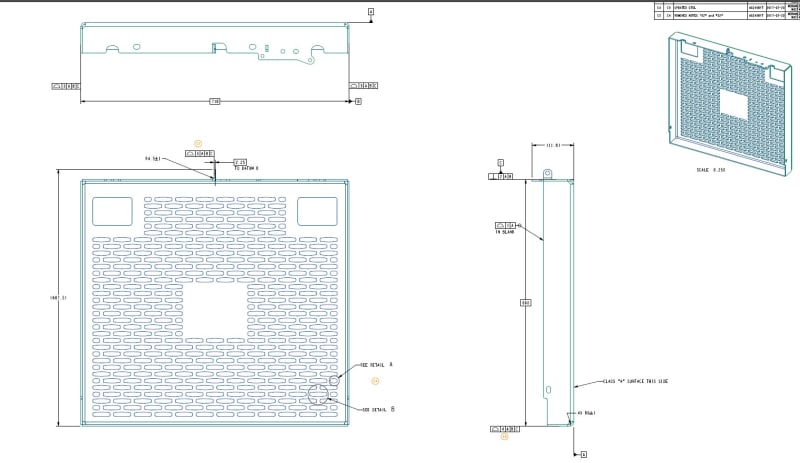
Attaching the print/drawing in question. In terms of the gd&t governing the basic dimensions for length and width of the box, I am not certain how to translate the gd&t into relatable plus minus tolerance for our shop floor. For the 718 basic dimension, I know that if only one end had the profile tolerance called out, I could translate that to a 718 +- 1.5 but with the profile called out on each end, what are my options here?
Likewise, on the 660 basic dimension, I believe the perpendicularity call out kind of acts like a profile in this case and so how do I deal with that dimension in terms of +- tolerances?
We will have our CMM guys in quality verify these parts as we go through the initial PPAP approval process but for long term production and the generation of our documents and check sheets etc, I need to translate this into a somewhat representative +- tolerance.
Likewise, on the 660 basic dimension, I believe the perpendicularity call out kind of acts like a profile in this case and so how do I deal with that dimension in terms of +- tolerances?
We will have our CMM guys in quality verify these parts as we go through the initial PPAP approval process but for long term production and the generation of our documents and check sheets etc, I need to translate this into a somewhat representative +- tolerance.