So QC and myself have been discussing the inspection of a part (attached a copy of our in-process print).
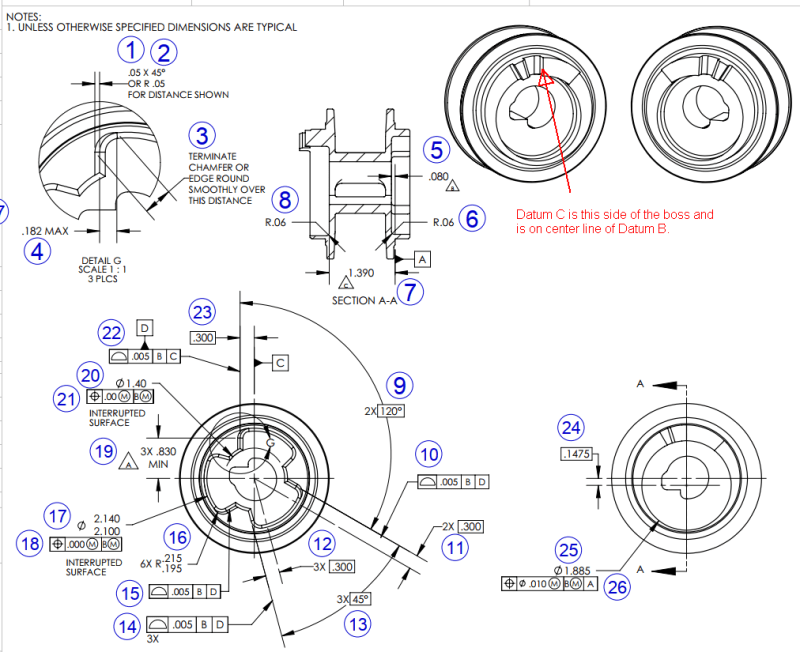
QC says that to inspect the part, they origin of Datum B (an OD), square up to Datum A (face of part), then take a hit on Datum C surface. They then rotate thru that point to create an alignment. Next they measure Datum D (they use one point on approx. center of that surface), then create a point .300 from where Datum D measures (call it point 4). Next they rotate thru point 4 for alignment. To inspect the same surface on the next lobe they rotate 120º from that new alignment and measure that surface and expect to see .300, then rotate another 120º and measure the same side of the next lobe.
Does this make sense or right?
I say this is wrong. I don't think he should be creating point 4 and re-aligning thru it. To me it seems like it would compound any error.
I would appreciate any insight anybody has on this. Sometimes this GD&T just makes my head hurt.
QC says that to inspect the part, they origin of Datum B (an OD), square up to Datum A (face of part), then take a hit on Datum C surface. They then rotate thru that point to create an alignment. Next they measure Datum D (they use one point on approx. center of that surface), then create a point .300 from where Datum D measures (call it point 4). Next they rotate thru point 4 for alignment. To inspect the same surface on the next lobe they rotate 120º from that new alignment and measure that surface and expect to see .300, then rotate another 120º and measure the same side of the next lobe.
Does this make sense or right?
I say this is wrong. I don't think he should be creating point 4 and re-aligning thru it. To me it seems like it would compound any error.
I would appreciate any insight anybody has on this. Sometimes this GD&T just makes my head hurt.
![[bigsmile]](/data/assets/smilies/bigsmile.gif "[bigsmile] [bigsmile]")