KJPecho
Structural
- Apr 26, 2019
- 14
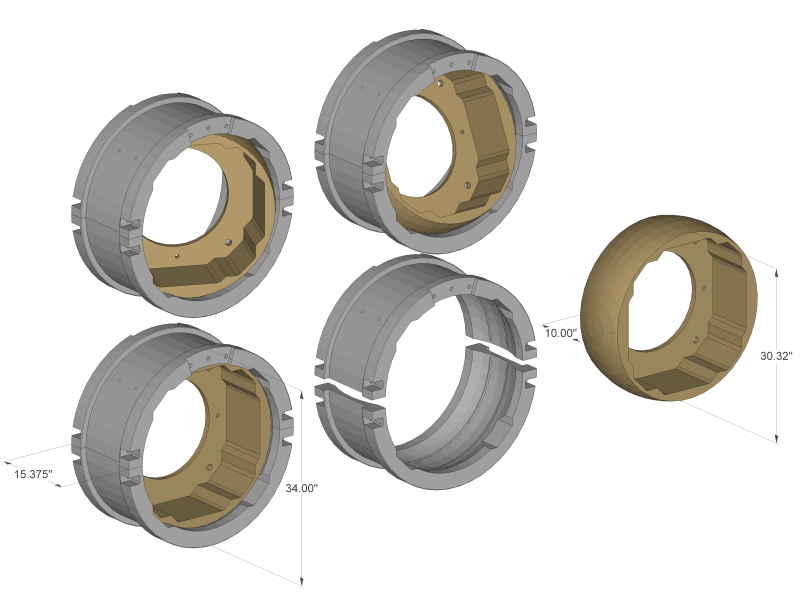
Take a look at the image. I have 3 components making up an "EYEBALL" assembly. The 2 most important are depicted. We are just about ready to cut/machine parts but we need to make a call on what alloy/grade of metal we will be selecting to machine these components from. These components are machined SPHERICAL and rotate and clamp within one another. Their movement can be likened to the eyeball in your head. We have sliding/mating surfaces in a semi corrosive environment exposed to water/coolant. The "eyeball" depicted in GOLD/BROWN turns in all directions within the "Slew Ring", like your eyeball does. The "Slew Ring" is split so that it can contain/house the spherically machined "Eyeball" Component. The "Slew Ring" is also machined Spherically at the ID of the ring, but cylindrically at the OD of the ring. As these parts are sliding/rotating inside of one another machining tolerances are critical...so built in stresses from machining and any spring to the components would be detrimental. All mating/sliding surfaces will be greased sufficiently. I am told these components will experience pressures while in operation of around 200psi...so strength is not critical but is preferred.
So now down to the question at hand....when considering the "Slew Ring", what is the best material to choose? I am familiar with A36, A572-50 (all structural), A516-70 (PVQ) and 4140 (We make all of our case hardened tooling out of this)....but seeing as this component is much different in nature and in function I really have no clue what the best way to go about selecting a steel/metal alloy for this.
Initially Grey Cast Iron was recommended/suggested for the "Slew Ring" and that is due to the graphite in the iron and its lubricity. But the Slew ring is clamped down onto the Eyeball to stop its movement and freeze it in position and i am afraid that due to cast irons brittleness we could be in danger of cracking the slew ring during clamping and unclamping.
Another material that was suggested to look into was Aluminum Bronze. I am wondering if anyone has any insight on this and or any recommendations?
So now down to the question at hand....when considering the "Slew Ring", what is the best material to choose? I am familiar with A36, A572-50 (all structural), A516-70 (PVQ) and 4140 (We make all of our case hardened tooling out of this)....but seeing as this component is much different in nature and in function I really have no clue what the best way to go about selecting a steel/metal alloy for this.
Initially Grey Cast Iron was recommended/suggested for the "Slew Ring" and that is due to the graphite in the iron and its lubricity. But the Slew ring is clamped down onto the Eyeball to stop its movement and freeze it in position and i am afraid that due to cast irons brittleness we could be in danger of cracking the slew ring during clamping and unclamping.
Another material that was suggested to look into was Aluminum Bronze. I am wondering if anyone has any insight on this and or any recommendations?