Hi
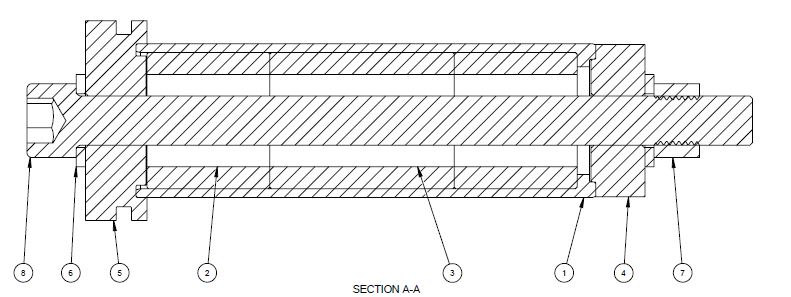
I am designing a fatigue resistant shear pin. The pin is essentially a tube with three plugs lightly pressed into the bore. The plugs control the shear planes (double shear).
The tube is 50 mm OD (g6), 44 mm ID (H7), 140 mm long. The material is 4140T.
Due to the interaction of the plugs there are high cyclical stresses both on the ID and OD.
To maximize fatigue life I had intended to grind or hone the ID to 0.2-0.3 Ra, and grind the OD to 0.2 - 0.4 Ra.
I would also like to shot peen both tie ID and OD. I am considering 0.006"A to 0.008"A intensity at 100% coverage to AMS2430.
I understand the shot peening must be the last operation and have located a workshop which can do this.
However I am wondering if the surface finish prior to shot peening is wasted money, given a shot peened surface is necessarily rough.
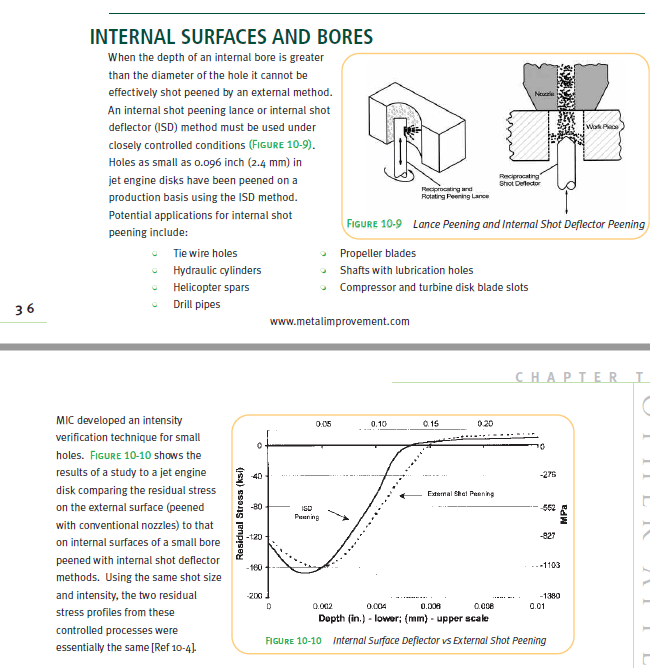
The workshop indicated a good surface prior to peening is still advantageous in order to avoid rolled burrs at a microscopic level, or significant machining marks the peening would not obscure.
The chart here seems to support this: [URL unfurl="true"]https://osk-kiefer.de/wp-content/uploads/16-shot_peening_and_coarse_grinding.pdf[/url]
Does anyone have experience with such a combination?
I am designing a fatigue resistant shear pin. The pin is essentially a tube with three plugs lightly pressed into the bore. The plugs control the shear planes (double shear).
The tube is 50 mm OD (g6), 44 mm ID (H7), 140 mm long. The material is 4140T.
Due to the interaction of the plugs there are high cyclical stresses both on the ID and OD.
To maximize fatigue life I had intended to grind or hone the ID to 0.2-0.3 Ra, and grind the OD to 0.2 - 0.4 Ra.
I would also like to shot peen both tie ID and OD. I am considering 0.006"A to 0.008"A intensity at 100% coverage to AMS2430.
I understand the shot peening must be the last operation and have located a workshop which can do this.
However I am wondering if the surface finish prior to shot peening is wasted money, given a shot peened surface is necessarily rough.
The workshop indicated a good surface prior to peening is still advantageous in order to avoid rolled burrs at a microscopic level, or significant machining marks the peening would not obscure.
The chart here seems to support this: [URL unfurl="true"]https://osk-kiefer.de/wp-content/uploads/16-shot_peening_and_coarse_grinding.pdf[/url]
Does anyone have experience with such a combination?