Dear all,
We design ball valves made of cermets based on titanium carbide (binder - steel and nickel alloys) for use in oil refining, energy and mining industry.
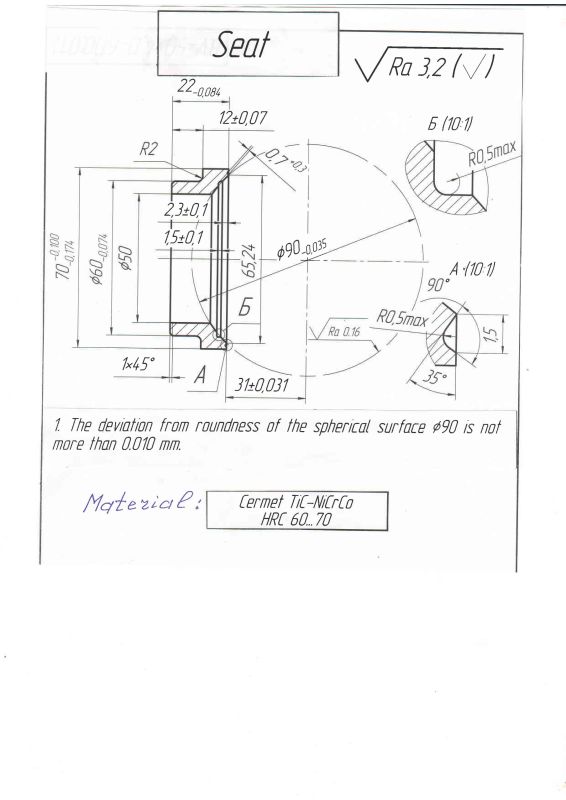
There is a problem in machining the spherical surface of the seat. Drawing the seat DN50mm (sphere diameter of 90 mm) is attached.
The deviation from sphericity must be less than 10 microns.
Burin tools (including CBN -Sandvik) are ineffective because heterogeneous material - grains of 5-20 microns titanium carbide are arranged in the structure of the cermet beetwin metal layers.
Electrochemical methods of are also not effective.
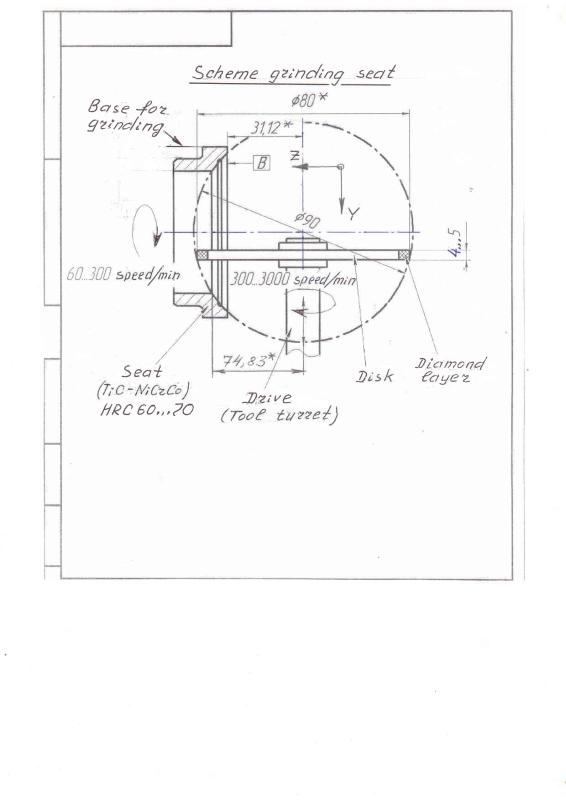
The most efficient machining - only diamond grinding wheels, at first rough diamond grains (250-400 microns), then fine grain (40-100 microns).
Question:
What machines (or lathes with a turret with protection against abrasive dust) would you suggest for grinding spheres and the rest of the surface of the seat.
I would be most grateful for the responses.
We design ball valves made of cermets based on titanium carbide (binder - steel and nickel alloys) for use in oil refining, energy and mining industry.
There is a problem in machining the spherical surface of the seat. Drawing the seat DN50mm (sphere diameter of 90 mm) is attached.
The deviation from sphericity must be less than 10 microns.
Burin tools (including CBN -Sandvik) are ineffective because heterogeneous material - grains of 5-20 microns titanium carbide are arranged in the structure of the cermet beetwin metal layers.
Electrochemical methods of are also not effective.
The most efficient machining - only diamond grinding wheels, at first rough diamond grains (250-400 microns), then fine grain (40-100 microns).
Question:
What machines (or lathes with a turret with protection against abrasive dust) would you suggest for grinding spheres and the rest of the surface of the seat.
I would be most grateful for the responses.