kltex
Industrial
- Dec 12, 2005
- 24
I bought a used Amada LC-2415 alfa III NT. (2kW)
I have no prior experience with laser cutting machines but i'm a fast learner.
2 weeks ago I finally finished the installation and the Amada technician here in Israel came and did all the necessary procedures to turn the machine ON.
For the last two weeks i've been cutting material 8 hours a day.
I have cut:
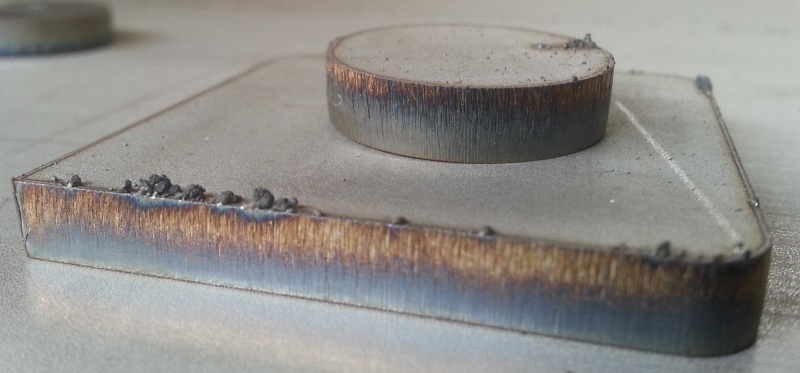
Plain steel 1mm-10mm
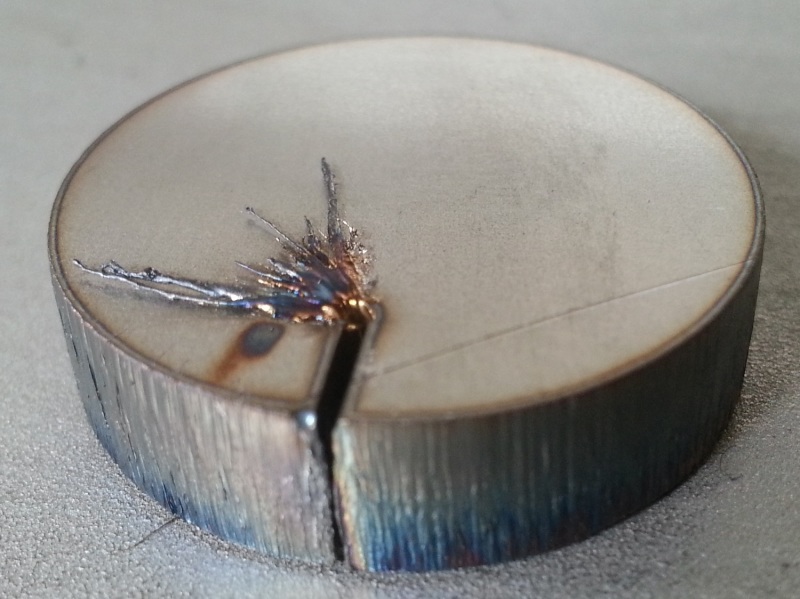
SS316 1mm-6mm
Alu 1050 1mm-2mm
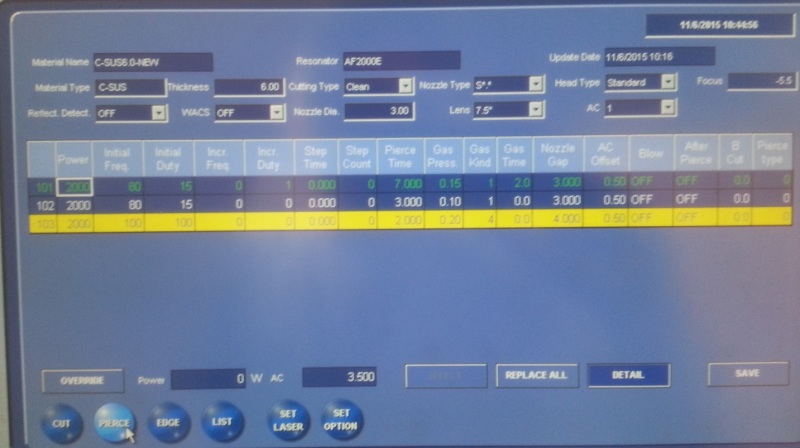
Many of the materials were not on the machines cutting list and I had to find the right parameters to make the cut work.
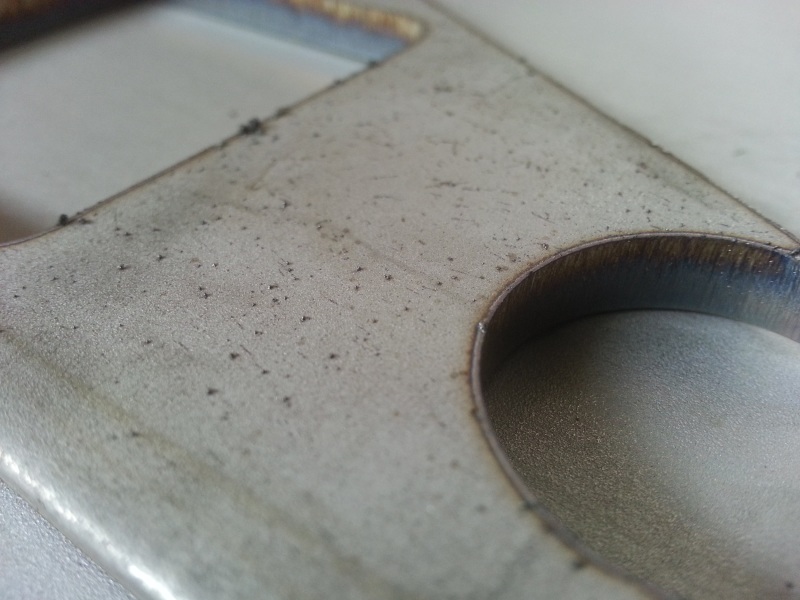
I know it can cut much better than my "make it work" adjustments.
I did get a user manual but I did not get a cutting list manual.
I found it very difficult to understand the user manual because it doesn't really say much about how each parameter effects the cutting quality.
I did an intensive search and found a great book that was published here in this forum "Cutting know-how for amada lasers"
This was a good starting point but still I'm lacking the understanding of how the Edge, Fine Edge and such features work and effect the cut.
Everything about lenses is still a mystery to me, and i have no idea when to use the 5" and when to switch to 7.5" other than what it says on the already defined materials.
Here is my question -
Where can I get the cutting list parameters book for my laser?
Where can I find good literature on all the cutting functions and the effect they have?
I have no prior experience with laser cutting machines but i'm a fast learner.
2 weeks ago I finally finished the installation and the Amada technician here in Israel came and did all the necessary procedures to turn the machine ON.
For the last two weeks i've been cutting material 8 hours a day.
I have cut:
Plain steel 1mm-10mm
SS316 1mm-6mm
Alu 1050 1mm-2mm
Many of the materials were not on the machines cutting list and I had to find the right parameters to make the cut work.
I know it can cut much better than my "make it work" adjustments.
I did get a user manual but I did not get a cutting list manual.
I found it very difficult to understand the user manual because it doesn't really say much about how each parameter effects the cutting quality.
I did an intensive search and found a great book that was published here in this forum "Cutting know-how for amada lasers"
This was a good starting point but still I'm lacking the understanding of how the Edge, Fine Edge and such features work and effect the cut.
Everything about lenses is still a mystery to me, and i have no idea when to use the 5" and when to switch to 7.5" other than what it says on the already defined materials.
Here is my question -
Where can I get the cutting list parameters book for my laser?
Where can I find good literature on all the cutting functions and the effect they have?