MrTungsten
Materials
- Apr 12, 2016
- 9
Hi Expert,
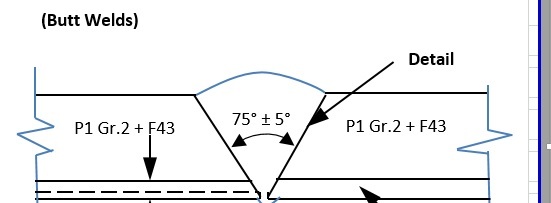
Is there anybody can explain Longitudinal Crack observed on SAW Process with ERNiCrMo-3 ?
Is it because hot cracking by austenitic weldment, weld shape (Weld/Depth),segregation or flux ?
In this case I want to joint pipe to pipe (X65) with Clad 625 inside, there is no option , we have to use SAW process for this joint.
Your advise and knowledge would be meaningful
Thanks and Regard's
MrTungsten