I have two parts that locate on conical tapers. Attached is the female taper, which they define by calling out the diameter at the narrowest location, followed by the angle. This part already exists and is not made by us. What would make the most sense in terms of where to call out the diameter on the male portion? Part of me thinks it should be called out at the same location that is shown on the female taper, so for the male this would be the "tip." However, I feel like this would be a difficult diameter for whoever is making it to inspect, so maybe it would be better practice to call out the diameter at the base of the male taper (there is an undercut around the base so there would exist a well-defined edge which to measure). Perhaps I could have the diameter of the female portion of the taper with its tolerance listed somewhere on the print as well as a reference?
Tek-Tips is the largest IT community on the Internet today!
Members share and learn making Tek-Tips Forums the best source of peer-reviewed technical information on the Internet!
-
Congratulations TugboatEng on being selected by the Eng-Tips community for having the most helpful posts in the forums last week. Way to Go!
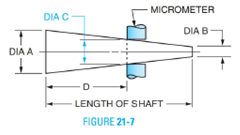
How to dimension male taper 1
- Thread starter 310toumad
- Start date
Similar threads
- Question
- Locked
- Question
- Question